Monitoraggio della produzione in tempo reale: guida

Di Mark Kobbert, CTO SYMESTIC · architettura cloud, OPC UA e IIoT per la produzione
Pubblicato: giugno 2026 · Tempo di lettura: 14 minuti
Monitorare la produzione «in tempo reale» è diventato uno slogan, ma dietro la parola c'è una questione tecnica precisa: da dove arrivano i dati, ogni quanto, e quanto sono affidabili. Un cruscotto aggiornato ogni mattina con numeri inseriti a mano non è monitoraggio in tempo reale — è un verbale. Il monitoraggio reale prende il dato dalla macchina nel momento in cui accade. In questo articolo, da chi costruisce la piattaforma, spiego come funziona davvero: come si raccolgono i dati (anche da impianti vecchi), cosa misurare, e perché il salto dal controllo manuale cambia le decisioni in reparto.
Cosa significa monitorare la produzione in tempo reale
Monitoraggio della produzione in tempo reale significa acquisire, elaborare e visualizzare lo stato di macchine e ordini nell'istante in cui cambia — non a fine turno, non il giorno dopo. La differenza non è cosmetica. Un dato che arriva a fine turno permette solo di constatare; un dato che arriva ora permette di intervenire: fermare una deriva di qualità prima che produca cento pezzi di scarto, capire perché una linea si è fermata mentre è ferma, non a posteriori.
La pietra di paragone è onesta: la maggior parte delle aziende oggi «monitora» con fogli compilati dagli operatori. Quel metodo ha due limiti strutturali. Primo, non vede i microfermi sotto i due minuti e i cali di velocità, che insieme valgono spesso l'8–15 % del tempo di turno. Secondo, dipende dalla disponibilità di chi compila — e in reparto, giustamente, la priorità è produrre. È il motivo per cui, quando si passa alla misura automatica, l'OEE reale risulta tipicamente 8–12 punti percentuali sotto la stima: non è peggiorata la fabbrica, è migliorata la vista.
Come si raccolgono i dati di produzione
Qui è dove il monitoraggio in tempo reale si fa o si rompe. I dati possono arrivare da tre fonti, che nella pratica convivono.
| Fonte | Come | Per quali macchine |
|---|---|---|
| Controllore (PLC) | Via OPC UA o MQTT, collegamento diretto alla macchina. | Impianti moderni con interfaccia digitale. |
| Gateway di I/O digitale | Si legge un segnale (ciclo, stato) senza toccare il PLC. | Macchine anni '80–'90 senza interfaccia (brownfield). |
| Terminale di reparto | L'operatore inserisce ciò che la macchina non sa (causale di fermo). | Integra le altre due, non le sostituisce. |
Il punto che molti sottovalutano: non serve un parco macchine nuovo per partire. Le macchine prive di interfaccia digitale — anche molto vecchie — si collegano tramite gateway leggendo un segnale di ciclo, senza intervenire sul PLC e senza fermare la produzione. È un aspetto che curo personalmente nell'architettura della piattaforma, perché in Italia il parco macchine è spesso misto: una linea nuova accanto a una pressa del 1992. Sul piano dei dati, l'obiettivo è uno solo: un flusso continuo, al secondo, normalizzato in un unico modello. Per la trattazione dell'acquisizione dati rimando alla guida Sistema MES, dove il monitoraggio è una delle funzioni.
Cosa monitorare davvero
Misurare tutto è il modo più rapido per non guardare niente. In pratica, quattro famiglie di dati coprono il 90 % del valore.
- Disponibilità e fermi — stato macchina al secondo, durata e causale dei fermi (compresi i microfermi). È la base dell'OEE.
- Velocità e quantità — pezzi prodotti vs ciclo nominale: qui emergono i cali di velocità invisibili al reporting manuale.
- Qualità — scarti e rilavorazioni in linea, per intercettare le derive subito.
- Avanzamento ordini — a che punto è ciascun ordine rispetto al piano, per le decisioni di consegna.
Un consiglio pratico da chi vede molti avvii: partite da disponibilità e quantità su una linea pilota. È il sottoinsieme che porta subito l'OEE e l'effetto «ah, ecco dove perdiamo» — la leva motivazionale che fa decollare il progetto.
Controllo avanzamento produzione e monitoraggio: non sono sinonimi
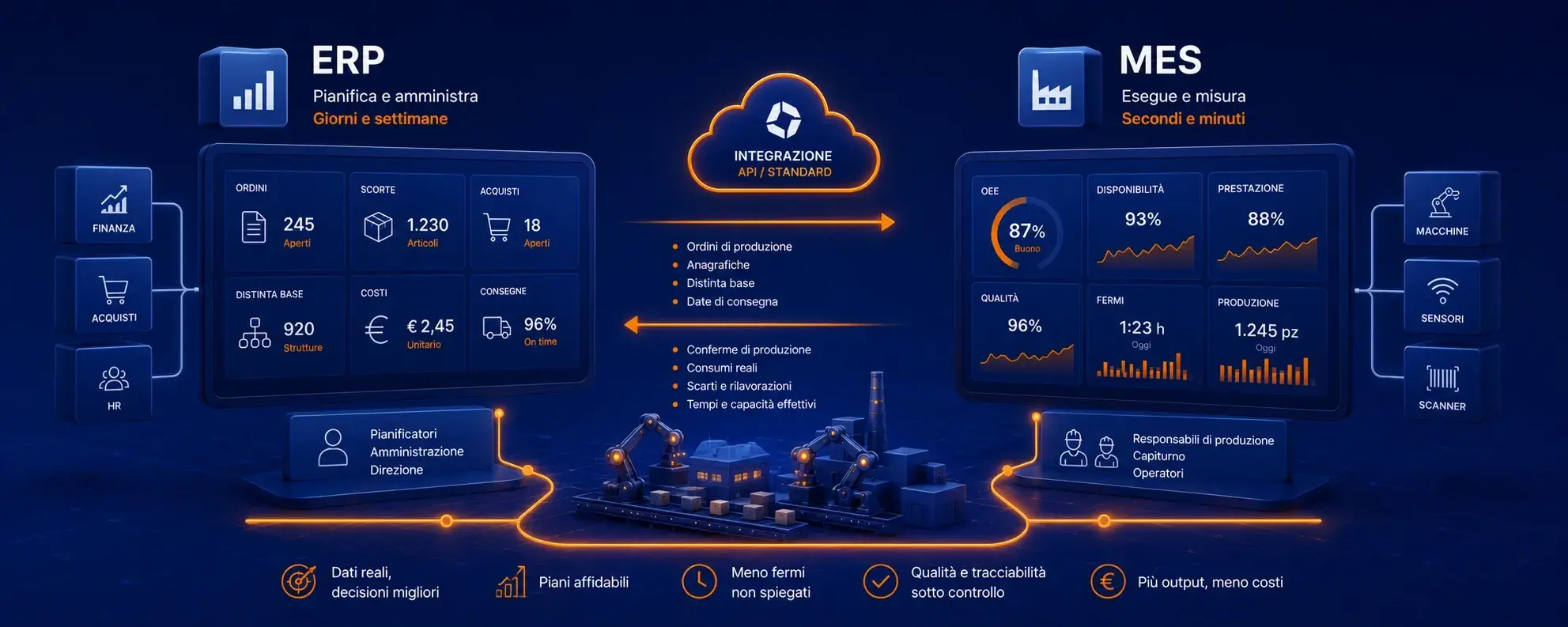
Molti software storici parlano di «controllo avanzamento produzione»: tracciano a che punto è un ordine, di solito con avanzamenti dichiarati dall'operatore. È utile per la logistica e le consegne, ma resta una fotografia dichiarata. Il monitoraggio in tempo reale aggiunge la dimensione mancante: il dato misurato dalla macchina. I due si completano — l'avanzamento dice «dove siamo nel piano», il monitoraggio dice «come sta andando davvero, ora» — ma confondere il primo col secondo porta a credere di avere visibilità quando si ha solo una dichiarazione. Una piattaforma moderna unisce i due piani: avanzamento ordini e dati macchina nello stesso cruscotto.
AI e analisi delle cause: dove sta andando il 2026
Quando il dato arriva al secondo e in modo continuo, diventa possibile ciò che prima richiedeva giorni di analisi manuale: correlare i microfermi con turno, prodotto, operatore o parametro di processo e proporre ipotesi sulle cause. Dal 2026 le piattaforme cloud-native lo fanno in automatico in background. Sono onesto sul limite, però: l'AI propone ipotesi, non verità — le valida chi conosce la macchina. E soprattutto, nessun algoritmo recupera un dato che non è stato raccolto. La regola che ripeto sempre: prima un flusso dati pulito e continuo, poi l'intelligenza che lo sfrutta. L'ordine inverso produce dashboard belli e inutili.
Volete vedere il monitoraggio in tempo reale sulle vostre macchine? Scoprite la piattaforma SYMESTIC o richiedete una prova gratuita: la prima macchina, anche datata, è in genere collegata in poche ore — senza toccare il PLC.
Domande frequenti
Cos'è il monitoraggio della produzione in tempo reale?
È l'acquisizione e la visualizzazione dello stato di macchine e ordini nell'istante in cui cambia, prelevando i dati direttamente dalle macchine. Permette di intervenire mentre il problema accade, non di constatarlo a fine turno.
Come si raccolgono i dati dalle macchine?
Da impianti moderni via OPC UA o MQTT; da macchine senza interfaccia digitale tramite gateway di I/O, leggendo un segnale di ciclo senza toccare il PLC; e dai terminali di reparto per ciò che la macchina non sa (es. la causale di un fermo).
Posso monitorare anche macchine vecchie?
Sì. Le macchine degli anni '80 e '90 senza interfaccia digitale si collegano con gateway di I/O, senza intervenire sul controllore e senza fermare la produzione. In Italia, dove i parchi macchine sono spesso misti, è la norma più che l'eccezione.
Che differenza c'è tra controllo avanzamento produzione e monitoraggio?
Il controllo avanzamento traccia a che punto è un ordine, spesso con avanzamenti dichiarati dall'operatore. Il monitoraggio in tempo reale aggiunge il dato misurato dalla macchina. Si completano: il primo dice dove siamo nel piano, il secondo come sta andando davvero.
Cosa conviene monitorare per primo?
Disponibilità (stato e fermi) e quantità su una linea pilota: è il sottoinsieme che porta subito l'OEE e rende visibili i microfermi, dando la spinta per estendere il monitoraggio al resto.
Approfondimenti
- OEE: significato, formula e calcolo
- Sistema MES: cos'è, come funziona e a cosa serve
- Software per la gestione della produzione
- La piattaforma MES cloud-native di SYMESTIC
Trasparenza: SYMESTIC è fornitore di una piattaforma MES cloud-native con monitoraggio in tempo reale. Gli effetti e i valori citati provengono da implementazioni proprie (oltre 15.000 macchine collegate in 18 paesi) e sono indicativi; le modalità di collegamento dipendono dal parco macchine specifico.
L'autore
Mark Kobbert
CTO di symestic GmbH. Responsabile dell'architettura cloud-native su Microsoft Azure: microservizi, API-first, acquisizione dati via OPC UA/MQTT e gateway IoT, sicurezza e AI in produzione. Aree di competenza: monitoraggio in tempo reale, integrazione IT/OT, collegamento di impianti brownfield. Profilo LinkedIn
Inizi oggi stesso con SYMESTIC per aumentare la Sua produttività, efficienza e qualità!
Fissa un appuntamento