


Door Christian Fieg, Head of Sales SYMESTIC · Six Sigma Black Belt · 20+ jaar MES en operational excellence
Gepubliceerd: juni 2026 · Leestijd: 13 minuten · Datastand: Q1/2026 uit 15.000+ machineaansluitingen
Kort antwoord: SPC (statistical process control, statistische procesbeheersing) is de methode om productieprocessen te bewaken en te besturen op basis van statistiek in plaats van losse metingen. De kern: elk proces varieert — SPC onderscheidt gewone variatie (de natuurlijke ruis van het proces) van bijzondere variatie (een aanwijsbare oorzaak: slijtage, materiaalwissel, instelfout) via regelkaarten met statistisch berekende grenzen. Ingrijpen alleen bij bijzondere variatie; aan gewone variatie sleutelen verergert haar juist (overcorrectie).
Daarnaast meet SPC of het proces de tolerantie überhaupt aankan: de procescapabiliteit Cp/Cpk (gangbare eis: Cpk ≥ 1,33; automotive vaak ≥ 1,67). De praktijkdrempel anno 2026 is niet de statistiek maar de datalogistiek — en die lost automatische procesdataregistratie op.
SPC hoort bij het kwaliteits-cluster: de preventieve tegenhanger staat in FMEA, de datalaag in MES-systeem: wat het is.
Wat is SPC?
Statistical process control is procesbewaking met statistische middelen: in plaats van elk product achteraf te keuren, wordt het proces continu gemeten en statistisch beoordeeld — zodat afwijkingen zichtbaar worden vóórdat ze afkeur produceren. De methode is ontwikkeld door Walter Shewhart (Bell Labs, jaren ’20) en groot gemaakt door W. Edwards Deming; ze vormt het statistische hart van six sigma en is in de automotive-keten via IATF 16949 en de AIAG-SPC-handleiding vaste praktijk.
De denkstap die SPC van gewone kwaliteitscontrole onderscheidt: een meetwaarde op zich zegt weinig — pas de positie ten opzichte van de statistisch berekende regelgrenzen (niet de tolerantiegrenzen!) zegt of het proces nog „zichzelf” is of dat er iets veranderd is. Kwaliteitscontrole sorteert goede van slechte producten; SPC houdt het proces in een toestand waarin het vrijwel alleen goede producten kán maken. Vandaar de plaats in de keten: FMEA voorkomt risico’s by design, SPC bewaakt het lopende proces, eindcontrole vangt de rest.
Gewone vs. bijzondere variatie — de kern van SPC
Gewone variatie (common cause) is de optelsom van talloze kleine, inherente invloeden: spelingen, omgevingstemperatuur, materiaal-microvariatie. Ze is voorspelbaar binnen grenzen en definieert wat het proces „kan”. Bijzondere variatie (special cause) heeft een aanwijsbare oorzaak: gereedschapsbreuk, verkeerde instelling, materiaalcharge-wissel, sensordrift. Het onderscheid bepaalt de juiste reactie — en dat is de economische kern van SPC:
| Situatie | Juiste reactie | Verkeerde (en gangbare) reactie |
|---|---|---|
| Bijzondere variatie (punt buiten regelgrens, patroon) | stoppen, oorzaak zoeken (5× waarom), elimineren, borgen | doorlaten „want binnen tolerantie” |
| Gewone variatie (binnen regelgrenzen, geen patroon) | niet bijregelen; structureel verbeteren via procesontwikkeling | na elke meting de machine bijstellen — overcorrectie (tampering) vergróót de spreiding |
Demings beroemde trechterexperiment demonstreert het tweede geval: wie op ruis reageert alsof het signaal is, maakt het proces aantoonbaar slechter. In de fabriekspraktijk is precies dít de meest voorkomende verborgen kwaliteitskiller: goedbedoelde operators die continu bijstellen.
Regelkaarten: opbouw en types
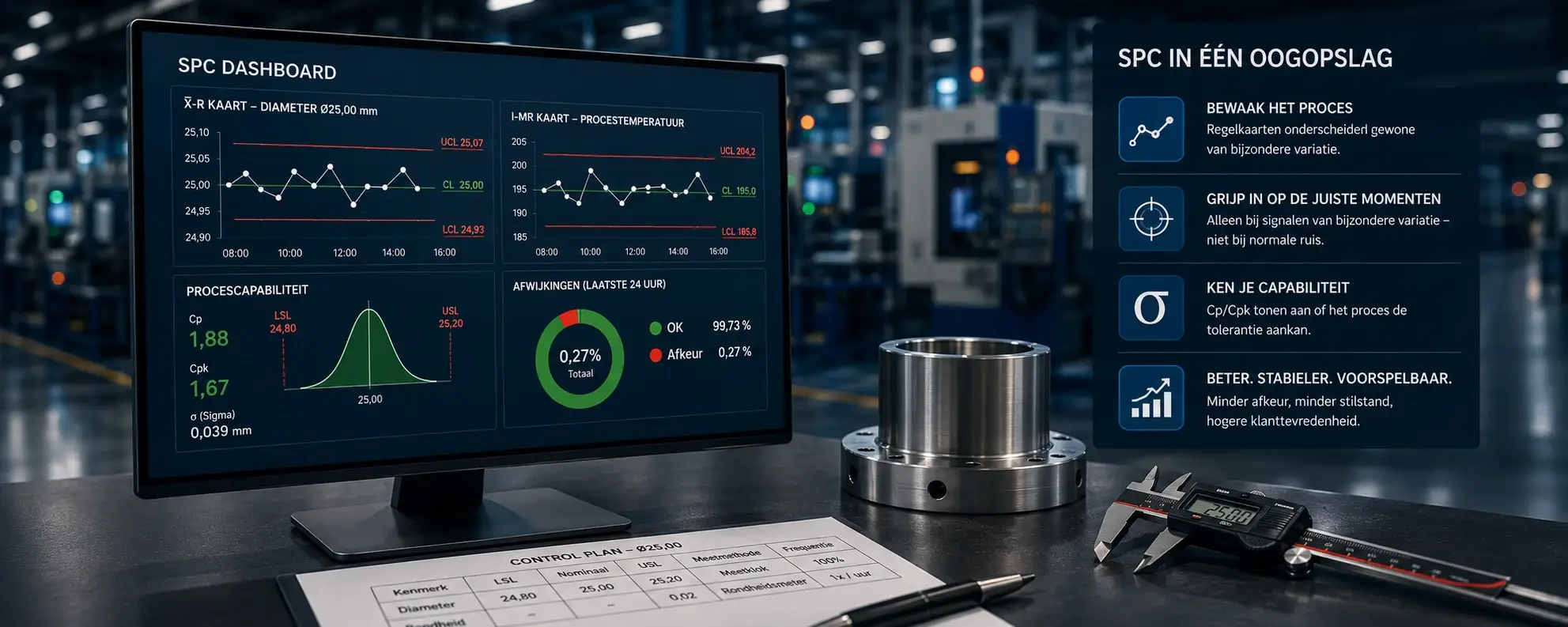
De regelkaart (Shewhart-kaart) plot meetwaarden of steekproefkengetallen in de tijd, met drie lijnen: de centrale lijn (procesgemiddelde) en de boven- en onder-regelgrens (UCL/LCL), berekend als ±3 standaardafwijkingen uit de procesdata zelf. Cruciaal en vaak fout begrepen: regelgrenzen zijn geen tolerantiegrenzen. Tolerantie zegt wat de klant eist; regelgrenzen zeggen wat het proces doet. Een proces kan binnen tolerantie en toch uit besturing zijn (trend richting grens) — of statistisch beheerst en toch onvoldoende capabel (zie Cp/Cpk).
| Kaarttype | Datasoort | Typische toepassing |
|---|---|---|
| X̄-R / X̄-s | continue meetwaarden, steekproeven (n = 2–10 / > 10) | maatvoering, gewicht, kracht — de standaard in de discrete productie |
| I-MR (individuals) | continue waarden, n = 1 | procesparameters per stuk of batch (temperatuur, druk) — de gangbare kaart bij automatische per-stuk-meting |
| p / np | aandeel/aantal afwijkende stuks | afkeurpercentages, goed/fout-beoordeling |
| c / u | aantal fouten per eenheid | oppervlaktefouten, lakdefecten per paneel |
Naast „punt buiten de grenzen” signaleren patroonregels (Western Electric/Nelson) vroege afwijkingen: zeven punten aan één kant van het gemiddelde, zes stijgend/dalend op rij, periodiciteit. Moderne SPC-software bewaakt die regels automatisch en alarmeert — niemand hoeft kaarten met het oog te lezen.
Cp en Cpk: kan het proces de tolerantie aan?
De capabiliteitsindices vergelijken de processpreiding met de tolerantie: Cp = (USL − LSL) ÷ 6σ meet of de spreiding in de tolerantieband pást; Cpk corrigeert voor de ligging van het gemiddelde (een smal maar scheef proces heeft hoge Cp, lage Cpk). Vuistregels: Cpk 1,0 = grenzwaardig (~0,27 % buiten tolerantie bij normaalverdeling), 1,33 = gangbare minimumeis, 1,67 = gangbare automotive-eis voor kritische kenmerken, 2,0 = six-sigma-niveau. Twee disciplines horen erbij: capabiliteit pas berekenen wanneer het proces statistisch beheerst is (anders is σ betekenisloos), en de normaalverdelingsaanname toetsen — bij scheve verdelingen (bijv. vlakheid, onbalans) gelden andere berekeningen.
SPC invoeren in 5 stappen
Stap 1 — Kies de kritische kenmerken: niet alles bewaken, maar de kenmerken met klantimpact en faalhistorie — de FMEA en het klachtenregister zijn de bron. Stap 2 — Borg het meetsysteem (MSA): een meetsysteem dat zelf 30 % van de tolerantie aan spreiding bijdraagt, maakt elke kaart zinloos; eerst gage R&R. Stap 3 — Verzamel de baseline en bereken de grenzen: typisch 25 steekproeven onder normale omstandigheden; grenzen uit het proces, niet uit de tolerantie. Stap 4 — Bewaak live en definieer de reactieregels: wie doet wat bij welk signaal (stoppen? blokkeren? melden?) — een kaart zonder reactieplan is decoratie. Stap 5 — Verbeter structureel: bijzondere oorzaken elimineren en borgen; daarna de gewone variatie verkleinen via gerichte procesverbetering (DoE, six sigma) — en de grenzen herberekenen op het betere proces.
SPC met automatische procesdata
De klassieke SPC-hindernis is logistiek: handmatig meten, overtikken, kaarten bijhouden — per kenmerk, per machine, per ploeg. Dat plafonneert SPC in de praktijk op een handvol kenmerken. Automatische procesdataregistratie haalt dat plafond weg: machine- en sensorwaarden (temperatuur, druk, kracht, cyclustijd, gewicht) stromen per stuk of per cyclus rechtstreeks uit de besturing in de kwaliteitslaag (zie procesdata), regelkaarten en patroonregels worden continu bewaakt, en een signaal genereert direct een alarm bij operator en kwaliteitsdienst — inclusief productiecontext (order, charge, gereedschap, ploeg) voor de oorzaakanalyse.
Drie effecten verschuiven daarmee structureel: de dekking stijgt van steekproef naar 100 %-bewaking op de gemeten parameters, de reactietijd daalt van „volgende steekproef” naar realtime, en de bewijsvoering (IATF, klantaudits, traceability per charge) is een rapportknop in plaats van een archiefspeurtocht. De statistiek is dezelfde als bij Shewhart — alleen de datalogistiek is eindelijk geen excuus meer.
Klassieke fouten bij SPC
Tolerantiegrenzen op de kaart: wie tolerantie- in plaats van regelgrenzen tekent, ziet afwijkingen pas wanneer het te laat is — en mist het hele punt van Shewhart. Bijregelen op ruis: overcorrectie vergroot de spreiding; train operators op het verschil tussen signaal en ruis. SPC zonder MSA: eerst het meetsysteem kwalificeren, anders bewaakt u uw meetonzekerheid. Kaarten zonder reactieplan: elk signaal moet een gedefinieerde actie en eigenaar hebben. Capabiliteit als eenmalig auditgetal: Cpk is een momentopname van een beheerst proces — geen jaarlijks in te vullen formulierveld. Te veel kenmerken tegelijk: beter vijf kenmerken met geleefde reactiediscipline dan vijftig kaarten die niemand leest.
SPC zonder overtikken: SYMESTIC registreert procesparameters automatisch per stuk, bewaakt grenzen en patronen realtime en alarmeert mét productiecontext. Bekijk procesdata of het platform.
Veelgestelde vragen over SPC
Wat is SPC, eenvoudig uitgelegd?
Statistische procesbewaking: het proces continu meten en met regelkaarten beoordelen of het zich nog normaal gedraagt. Afwijkingen met een aanwijsbare oorzaak worden zichtbaar vóórdat ze afkeur produceren — ingrijpen gebeurt op signaal, niet op gevoel.
Waar staat SPC voor?
Statistical process control — statistische procesbeheersing. Niet te verwarren met andere NL-betekenissen van de afkorting (SPC-vloeren, SmPC in de farma); dit artikel behandelt de productiemethode.
Wat is een regelkaart?
Een tijdreeksgrafiek van meetwaarden met een centrale lijn en statistisch berekende regelgrenzen (±3σ uit het proces zelf). Punten buiten de grenzen of verdachte patronen signaleren bijzondere variatie met een aanwijsbare oorzaak.
Wat is het verschil tussen regelgrenzen en tolerantiegrenzen?
Tolerantiegrenzen zeggen wat de klant eist; regelgrenzen zeggen wat het proces feitelijk doet. SPC bewaakt tegen regelgrenzen — zodat het proces wordt bijgestuurd lang voordat de tolerantie in gevaar komt.
Wat betekenen Cp en Cpk?
Procescapabiliteit: Cp vergelijkt de processpreiding met de tolerantieband, Cpk corrigeert voor de ligging van het gemiddelde. Gangbare eisen: Cpk ≥ 1,33 algemeen, ≥ 1,67 voor kritische automotive-kenmerken. Alleen betekenisvol bij een statistisch beheerst proces.
Wat is het verschil tussen SPC en kwaliteitscontrole?
Kwaliteitscontrole beoordeelt producten achteraf (goed/fout); SPC bewaakt het proces tijdens de productie en voorkomt dat afwijkingen ontstaan. SPC verkleint daarmee de behoefte aan eindcontrole — elimineert haar niet.
Welke data heb ik nodig voor SPC?
Meetwaarden van de kritische kenmerken met tijdstempel en context (order, machine, charge) — handmatig gemeten of, structureel beter, automatisch uit besturing en sensoren. Plus een gekwalificeerd meetsysteem (MSA/gage R&R) als fundament.
Is SPC verplicht in de automotive?
IATF 16949 en de AIAG-handleidingen (SPC, MSA) maken statistische procesbewaking voor relevante kenmerken feitelijk tot standaardverwachting; klantspecifieke eisen (CSR) concretiseren Cpk-eisen per kenmerk. Buiten automotive is SPC best practice, geen plicht.
Verder lezen
- FMEA: methode, 7 stappen en praktijkvoorbeeld
- OEE: betekenis, formule, berekening en benchmarks
- Operational excellence: betekenis en aanpak
- MES-systeem: wat het is, functies en implementatie
- Procesdata met SYMESTIC
Transparantie: SYMESTIC is aanbieder van een cloud-native MES-platform met automatische procesdataregistratie en alarmfuncties — de datalogistiek onder digitale SPC. Statistische inhoud volgt Shewhart/Deming en de AIAG-SPC-systematiek; genoemde Cpk-eisen zijn gangbare richtwaarden, klantspecifieke eisen gaan voor.
Over de auteur
Christian Fieg
Head of Sales bij SYMESTIC en Six Sigma Black Belt. Ruim 20 jaar kwaliteits- en MES-praktijk in de discrete productie en automotive-toelevering. Themagebieden: SPC en procescapabiliteit, Six Sigma (DMAIC), FMEA, OEE, shopfloor management. LinkedIn-profiel
Ga vandaag nog aan de slag met SYMESTIC om uw productiviteit, efficiëntie en kwaliteit te verhogen!
Plan een gesprek



