Door Uwe Kobbert, CEO & oprichter SYMESTIC · Dipl.-Ing. · 30+ jaar MES en productie-IT
Gepubliceerd: juni 2026 · Leestijd: 10 minuten · Datastand: Q1/2026 uit 15.000+ machineaansluitingen
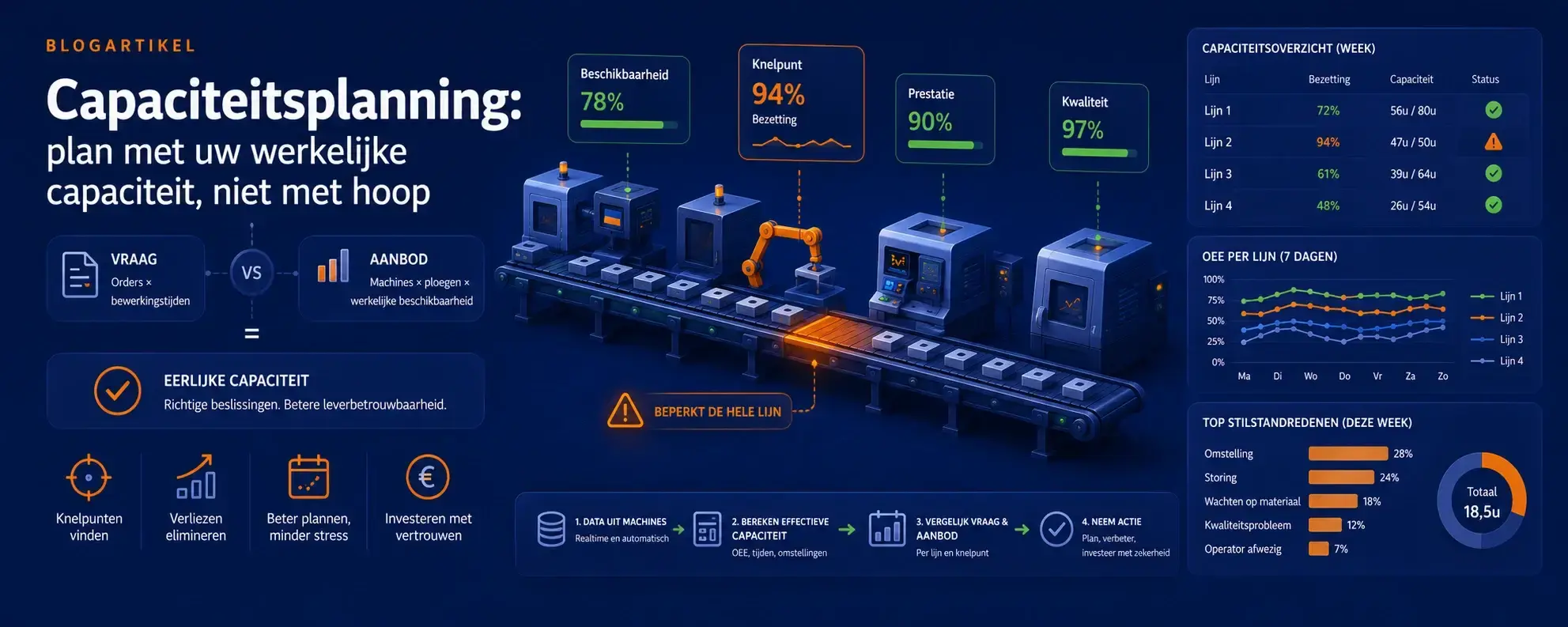
Kort antwoord: Capaciteitsplanning beantwoordt de vraag of de beschikbare machine- en personeelscapaciteit volstaat voor de orderportefeuille — per week, per afdeling, per knelpunt. De formule oogt simpel: benodigde uren (orders × bewerkingstijden) vs. beschikbare uren (machines × ploegen × beschikbaarheid). De systematische fout zit in de laatste factor: wie met theoretische beschikbaarheid rekent (machine-uren × 100 %), overschat zijn capaciteit structureel — de werkelijke beschikbaarheid ligt na aftrek van storingen, omstellingen en microstops vaak 20–40 % lager dan de planning aanneemt.
Eerlijke capaciteitsplanning rekent daarom met de gemeten OEE per machine — en ontdekt regelmatig dat de „benodigde” extra machine al in de fabriek staat, verstopt achter verliezen.
Capaciteitsplanning is het middenstuk tussen productieplanning (grof- en fijnplanning) en de meetlaag uit OEE en bezettingsgraad.
Wat is capaciteitsplanning?
Capaciteitsplanning vergelijkt vraag en aanbod van productiecapaciteit over een planningshorizon: passen de orders van de komende weken in de beschikbare machine- en personeelsuren — en zo niet, waar knelt het en wat doen we eraan (overwerk, extra ploeg, uitbesteden, leverdata schuiven)? Ze speelt op drie niveaus: strategisch (jaren: investeringen, locaties), tactisch (maanden: ploegmodellen, personeel, uitbesteding) en operationeel (weken/dagen: orderacceptatie en levertoezegging — de dagelijkse vraag „kunnen we deze order aannemen en wanneer?”). In het systeemlandschap zit ze tussen ERP-grofplanning en APS-fijnplanning; de kwaliteit van álle drie hangt aan dezelfde inputvraag: hoeveel capaciteit hebben we wérkelijk?
Capaciteit berekenen: de eerlijke formule
De netto-capaciteit van een machine: geplande productietijd × werkelijke beschikbaarheid × werkelijke prestatie — oftewel: bruto-uren maal de gemeten OEE-factoren. Rekenvoorbeeld: een machine in tweeploegendienst biedt 80 uur per week bruto. Theoretische planning rekent met 80 uur; de gemeten realiteit (beschikbaarheid 78 %, prestatie 90 %) levert 56 effectieve uren — 30 % minder. Wie tegen 80 uur plant, belooft structureel te veel: de wachtrijen groeien, levertoezeggingen kantelen, en de planning verliest gezag (de mechanica erachter: wet van Little).
De tweede verfijning: capaciteit is productafhankelijk. Omstelintensieve productmixen verbruiken meer capaciteit dan de som van de bewerkingstijden suggereert — de omsteltijdmatrix hoort in de berekening. En de derde: personeel is vaak de echte grens, niet de machine — kwalificaties per station meegerekend.
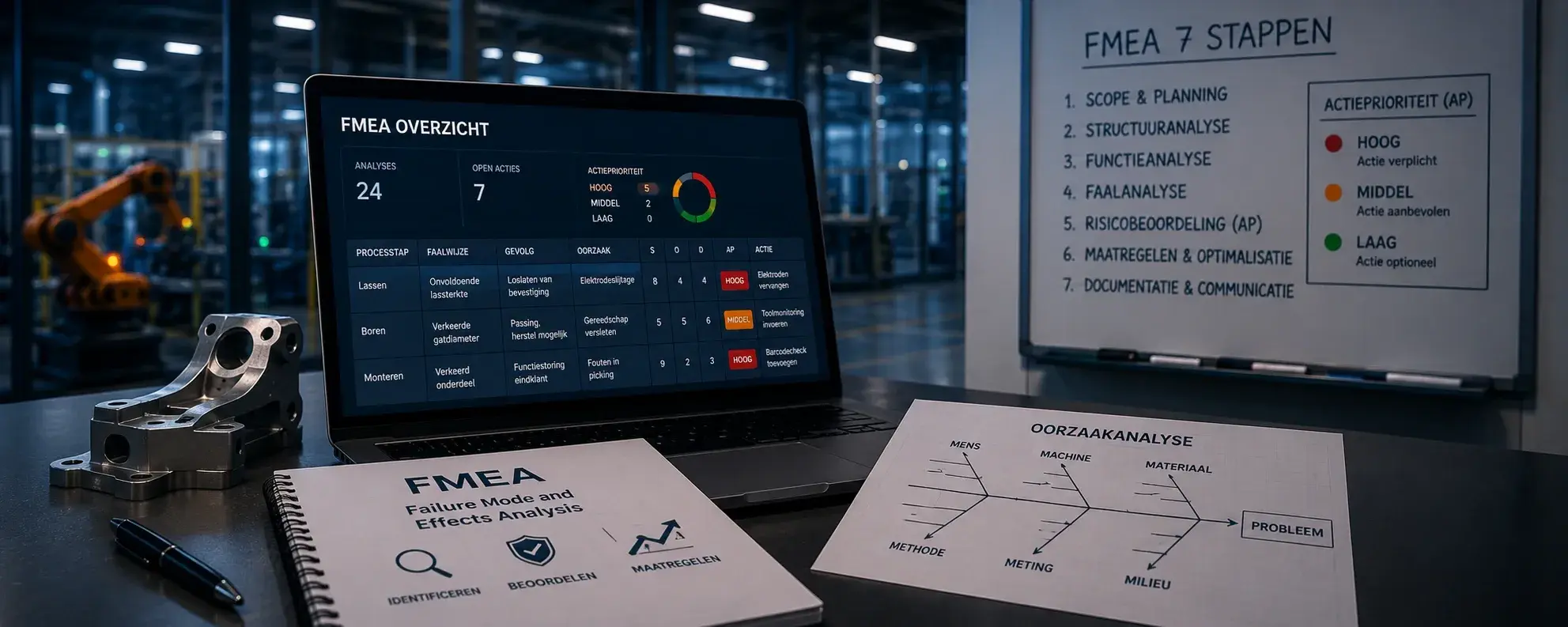
Knelpunten vinden en managen
Het knelpunt (de bottleneck) bepaalt de output van de hele fabriek — de kernles van de theory of constraints. Vinden: niet op gevoel (het luidruchtigste station is zelden het knelpunt), maar op data — de structurele wachtrij vóór een station, de hoogste gemeten bezetting, de machine wiens stilstand direct de weekoutput raakt. Managen, in volgorde van rendement: het knelpunt nooit laten wachten (materiaal en personeel prioritair), knelpuntverliezen elimineren (elke OEE-punt op het knelpunt is fabriekoutput — omstellingen via SMED, storingen via onderhoud), kwaliteit vóór het knelpunt borgen (knelpunturen aan afkeur besteden is dubbel verlies) en pas daarna: capaciteit bijkopen. Let op het wandernde knelpunt: na elke verbetering kan het verschuiven — de gemeten bezettingsdata per station houdt het zichtbaar.
Capaciteit verruimen: de opties geordend
| Optie | Wanneer rationeel | Kostenkarakter |
|---|---|---|
| Verliezen elimineren (OEE) | vrijwel altijd eerst — 5–10 OEE-punten op het knelpunt is een halve extra ploeg | laag (methodisch werk op gemeten verliezen) |
| Overwerk / extra ploeg | tijdelijke pieken; structureel duur en personeel-afhankelijk | variabel, snel op- en afschaalbaar |
| Uitbesteden | niet-kerncompetenties en piekorders; let op kwaliteit en doorlooptijd | variabel, marge-afdracht |
| Investeren (machine/lijn) | pas wanneer de gemeten effectieve capaciteit — niet de theoretische — structureel tekortschiet | hoog, vast, traag |
De volgorde is de boodschap: in onze implementaties komt het geregeld voor dat de geplande machine-investering vervalt nadat de meting de werkelijke verliezen op het knelpunt blootlegde — de goedkoopste capaciteit is de capaciteit die al betaald is.
Van schatting naar meting
De drie datastromen die capaciteitsplanning eerlijk maken: gemeten beschikbaarheid en prestatie per machine (de OEE-factoren — automatisch uit de machineaansluiting, zie Productie-KPI’s), werkelijke bewerkings- en omsteltijden per product (in plaats van verouderde stamdata — het verschil is routinematig 10–20 %) en actuele bezetting en wachtrijen per station (de knelpunt-detector). Daarmee wordt de capaciteitscheck van een kwartaal-Excel-exercitie een doorlopende blik: de planner ziet wekelijks de eerlijke belasting per station en beslist op feiten over orderacceptatie, ploegen en investeringen. Het sluit ook de kring met de fijnplanning: dezelfde gemeten tijden voeden beide.
Plan met uw werkelijke capaciteit: SYMESTIC meet beschikbaarheid, prestatie en werkelijke tijden per machine — de eerlijke basis voor capaciteits- en investeringsbeslissingen. Bekijk Productie-KPI’s of het platform.
Veelgestelde vragen over capaciteitsplanning
Wat is capaciteitsplanning, eenvoudig uitgelegd?
De vergelijking van benodigde uren (orders × bewerkingstijden) met beschikbare uren (machines × ploegen × werkelijke beschikbaarheid) — per week, afdeling en knelpunt, met als uitkomst: past het, en zo niet, wat doen we?
Hoe bereken ik de capaciteit van een machine?
Bruto-uren (ploegen × uren) × gemeten beschikbaarheid × gemeten prestatie = effectieve uren. Voorbeeld: 80 bruto-uren × 0,78 × 0,90 ≈ 56 effectieve uren. Rekenen met 100 % beschikbaarheid is de klassieke planningsfout.
Wat is het verschil tussen capaciteitsplanning en fijnplanning?
Capaciteitsplanning toetst óf het past (volume vs. capaciteit, weken vooruit); fijnplanning bepaalt de concrete volgorde per machine en dag. Beide rekenen idealiter met dezelfde gemeten tijden — zie productieplanningssoftware.
Hoe vind ik het knelpunt in mijn fabriek?
Op data: structurele wachtrijen vóór een station, de hoogste gemeten bezetting, en de machine wiens stilstand direct de weekoutput raakt. Niet op gevoel — en periodiek herchecken, want knelpunten verschuiven na elke verbetering.
Wanneer is een nieuwe machine gerechtvaardigd?
Wanneer de gemeten effectieve capaciteit — na eliminatie van de grootste verliezen op het knelpunt — structureel tekortschiet voor de orderportefeuille. Wie op theoretische capaciteit en gevoel investeert, koopt regelmatig een machine die in de verliezen van de bestaande al beschikbaar was.
Verder lezen
- Productieplanningssoftware: functies en keuze
- Bezettingsgraad: berekenen en verhogen
- OEE: betekenis, formule, berekening en benchmarks
- Doorlooptijd: betekenis, berekenen en verkorten
- SMED: omsteltijden verkorten in 4 stappen
Transparantie: SYMESTIC is aanbieder van een cloud-native MES-platform met automatische capaciteits- en OEE-meting. Methodische inhoud (theory of constraints, capaciteitsformules) is vakliteratuur-standaard; praktijkwaarden komen uit eigen implementaties (15.000+ aangesloten machines, 18 landen).
Over de auteur
Uwe Kobbert
Oprichter en CEO van symestic GmbH. Sinds 1989 actief in productie-IT, sinds 1995 bouwt hij MES-oplossingen. Themagebieden: capaciteits- en productieplanning, OEE, doorlooptijd, ERP-MES-integratie. LinkedIn-profiel
Ga vandaag nog aan de slag met SYMESTIC om uw productiviteit, efficiëntie en kwaliteit te verhogen!
Plan een gesprek