


MES Software: Vendors, Features & Costs Compared 2026
MES software compared: vendors, functions per VDI 5600, costs (cloud vs. on-premise) and implementation. Honest market overview 2026.
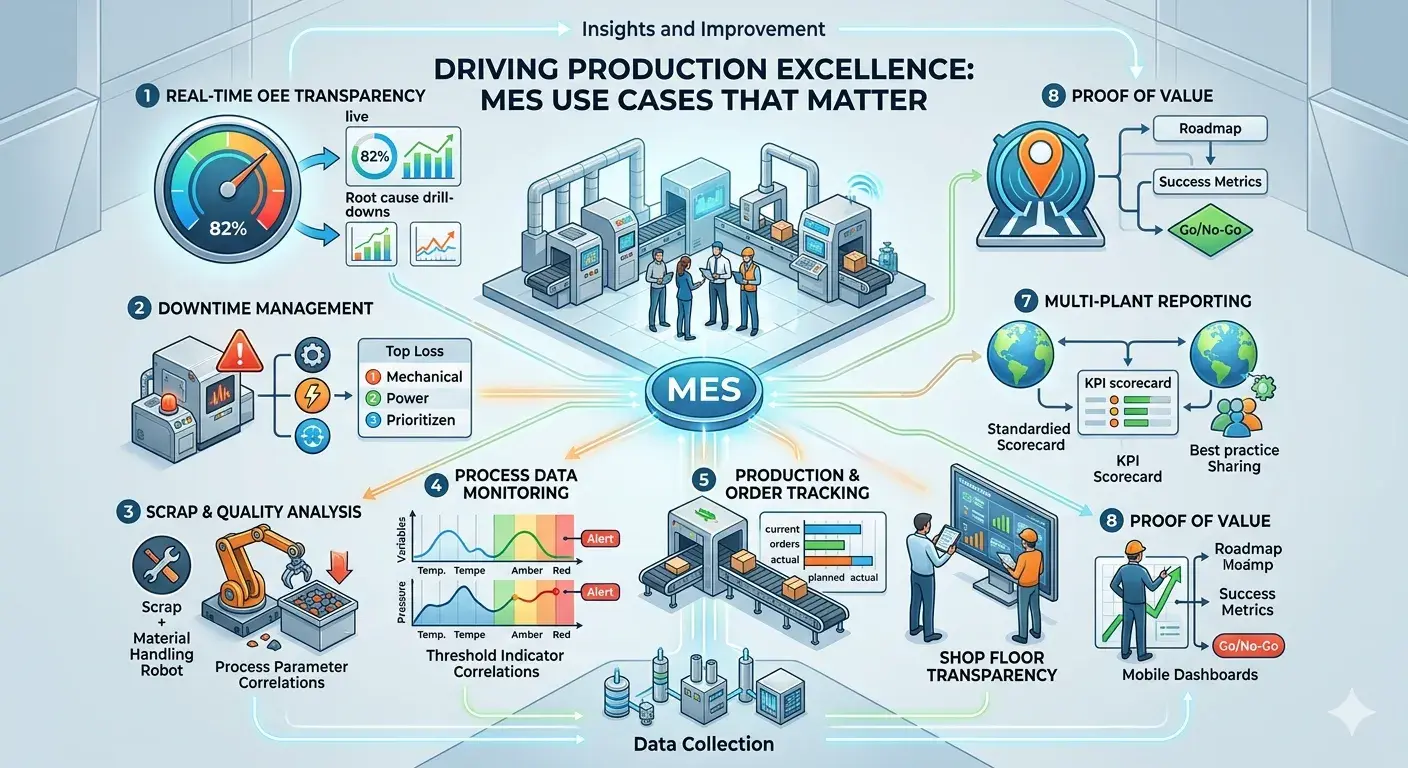
TL;DR: MES use cases determine whether a manufacturing execution system delivers real production improvement or merely collects data. The 7 use cases below — from real-time OEE transparency to multi-plant benchmarking — are the applications that produce 80 % of the measurable value. Each one includes a named customer proof point from 15,000+ machine connections across automotive, pharma, food, and building products.
Table of contents
MES use cases don't demonstrate what a system can do in theory — they show what it actually delivers on the shop floor. The following 7 applications produce the vast majority of measurable value in discrete manufacturing. Each one is mapped to a specific production problem, the MES function that solves it, a typical improvement range, and a named customer who achieved it.
| # | Use case | Production problem it solves | Typical improvement | Customer proof |
|---|---|---|---|---|
| 1 | Real-time OEE transparency | OEE unknown or calculated manually with delay | 5–10 % OEE improvement | Meleghy: 5 % availability, 7 % output |
| 2 | Downtime management | Unplanned downtime recorded inconsistently or not at all | 5–15 % downtime reduction | Neoperl: 10 % less downtime, 4 alarm codes = 80 % of stops |
| 3 | Scrap & quality analysis | Scrap causes unclear, quality issues documented but not analyzed | 10–20 % scrap reduction | Neoperl: 15 % less scrap through quality data correlation |
| 4 | Process data monitoring | Parameters collected but not actively used for decisions | Proactive instead of reactive quality | Neoperl: SPS alarm correlation with defects |
| 5 | Production & order tracking | Actual production status unclear, no real-time plan vs. actual | Reduced lead times, better on-time delivery | Schmiedetechnik: zero manual bookings via InforCOM integration |
| 6 | Multi-plant benchmarking | Inconsistent KPI definitions across plants, manual consolidation | Standardized cross-plant KPIs | Carcoustics: 500+ machines, 7 countries, standardized |
| 7 | Proof of Value | Investment risk, internal skepticism, no data to build business case | Validated ROI before full commitment | Neoperl: 4-week PoC → contract |
In most factories, OEE is still calculated manually or analyzed with a delay — shift reports compiled in Excel, numbers reviewed next day or next week. An MES automatically captures availability, performance, and quality from PLCs and sensors, providing live OEE data by line, shift, or production order.
The real value isn't the OEE number itself — it's the drill-down analysis. Instead of a single percentage, production managers see the root causes behind losses: which downtime events, which speed losses, which quality issues. This turns OEE from a reporting metric into an operational control tool.
Customer proof — Meleghy Automotive: OEE captured at all critical process steps across 6 plants (stamping, joining, coating). Bidirectional SAP R/3 integration maps machine cycles to production orders. Result: 5 % availability improvement, 7 % higher output — measured, not estimated. The modular SYMESTIC platform enabled independent scaling by Meleghy's own team after initial setup.
Downtime is one of the biggest cost drivers in manufacturing, yet it's often recorded inconsistently or not at all. An MES automatically detects downtime, categorizes it by cause, and evaluates its financial impact. Teams gain Pareto-based prioritization: which stops occur most frequently, which last longest, which cost most.
The shift from reactive to systematic is what matters: instead of reviewing unstructured event lists at month-end, supervisors see the top 5 downtime causes in real time and can act within the shift.
Customer proof — Neoperl: SPS-based alarm capture and automatic downtime classification — without operator input. Correlation of SPS alarms with stops and quality defects revealed that 4 alarm codes accounted for 80 % of all downtime. Result: 10 % less downtime, 8 % higher availability. The MES became a permanent CI (continuous improvement) tool in the organization.
Scrap rarely occurs by chance. An MES links scrap data with production orders, machines, and process parameters, making cause-and-effect relationships visible. Time-based analyses reveal trends and identify critical process conditions before they become chronic.
This use case reduces material waste and rework costs while enabling manufacturers to address quality issues systematically — not just document symptoms.
Customer proof — Neoperl: 15 % less scrap through quality data correlation. By linking ejected parts to specific alarm patterns and process parameters, the team identified the exact conditions that caused defects — and eliminated them. At Meleghy, SYMESTIC's bidirectional CASQ-it (Böhme & Weihs) integration triggers automated sample inspections when process deviations are detected.
In many factories, process parameters (temperature, pressure, cycle times) are collected but not actively used. An MES continuously captures key values in real time, monitors defined thresholds, and immediately alerts teams when deviations occur — before defective products are produced.
Combined with historical analysis in the context of orders and quality data, manufacturers gain transparency into process stability. This use case supports root cause analysis for customer complaints and proactive quality management.
Customer proof — Neoperl: SPS alarm correlation directly with quality defects — the system identified which alarm patterns preceded which defect types. This turned reactive quality firefighting into proactive prevention. At Brita, OPC-UA line controller integration captures alarm data from modern assembly lines, enabling the same proactive approach on fully automated FMCG lines.
Without live feedback from the shop floor, actual production status remains unclear. Planners rely on shift reports from yesterday. Supervisors estimate how far an order has progressed. An MES provides real-time planned-versus-actual comparisons and highlights deviations early — enabling bottleneck identification, lead time reduction, and better on-time delivery.
Customer proof — Schmiedetechnik Plettenberg: Bidirectional InforCOM ERP integration — when a production order is released in the ERP, all operations, machine assignments, and time data are automatically available in SYMESTIC. During production, all bookings (quantities, times, stops, status) flow back into the ERP. Result: zero manual production bookings. Complete production history per order. Real-time transparency for the first time.
Companies with multiple plants often struggle with inconsistent KPI definitions. Each plant has its own Excel spreadsheets, its own downtime categories, its own OEE calculation logic. Consolidation for management reviews is manual work — and the numbers don't match.
An MES creates a centralized data foundation across sites with standardized KPI definitions. Lines, shifts, and plants can be objectively benchmarked, best practices identified, and successful approaches scaled.
Customer proof — Carcoustics: 500+ machines across 7 countries (DE, PL, SK, CZ, MX, US, CN). Replaced a legacy MES. OT integration via IXON IoT devices and MQTT in Azure. Bidirectional SAP R/3 IDoc integration. Result: cross-plant performance analysis with standardized KPIs, digital changeover support, and independent scaling by Carcoustics' own team. 4 % less downtime, 3 % higher output, 8 % availability — across all plants, measured consistently.
Also at scale: Meleghy Automotive scaled from 1 pilot plant (Wilnsdorf) to 6 plants across 4 countries in 6 months. At Brita, the rollout extended from Taunusstein (DE) to Bicester (UK) within the first year.
Proof of Value is not a sales tactic — it's a risk mitigation use case. A time-limited pilot with real production data, clearly defined KPIs, and measurable outcomes provides an objective basis for the MES business case. Manufacturers validate the economic impact before committing to a full rollout.
Customer proof — Neoperl: Started with a 4-week Proof of Concept on a single assembly machine. Validated functionality and calculated ROI from real data. After successful PoC: contract and integration of the first 3 machines. Since then: continuous expansion. The PoC model is why SYMESTIC offers a 30-day free evaluation — the system proves itself before you commit.
Not all 7 at once. The implementation sequence matters:
| Phase | Use cases | Timeline | Why this order |
|---|---|---|---|
| Start here | OEE transparency + Downtime management | < 1 month | 80 % of the value, lowest complexity. Automated data capture from machines. First dashboards in days. |
| Add next | Scrap analysis + Order tracking | Month 2–3 | Requires ERP integration (orders, BOMs) and quality data. Build on the machine connectivity already in place. |
| Deepen | Process data + Threshold management | Month 3–6 | Requires OPC-UA or additional sensor integration. Highest value on bottleneck machines with critical process parameters. |
| Scale | Multi-plant benchmarking | Month 4–6+ | Replicate configuration from first plant. Standardize KPI definitions across all sites. At Meleghy: 6 plants in 6 months. |
Which MES use case delivers the fastest ROI?
Downtime management — almost always. Downtime is the largest cost driver, and automatic capture from PLCs/sensors delivers visibility within days of connection. At Neoperl, 4 alarm codes accounted for 80 % of stops — identifying that pattern took weeks, not months. The ROI calculation shows: even a 5 % downtime reduction on a 20-machine plant saves € 115,000/year.
Do I need all 7 use cases from day one?
No. Start with OEE + downtime (use cases 1 + 2). That covers 80 % of the value with the lowest complexity. Add scrap, order tracking, and process data over time. Multi-plant benchmarking only makes sense after the first plant is stable. The sequencing table above shows the recommended order.
How do MES use cases differ by industry?
The core use cases (OEE, downtime, scrap) apply across all discrete manufacturing. What differs is the emphasis: Automotive (Meleghy, Carcoustics) prioritizes SAP integration and multi-plant standardization. Pharma packaging (Klocke) prioritizes GMP compliance and traceability. FMCG (Brita) prioritizes fully automated line monitoring via OPC-UA. Building products (Neoperl) prioritizes alarm-based root cause analysis. The MES platform is the same — the configuration adapts.
Can I validate MES use cases before a full implementation?
Yes — that's Use Case 7 (Proof of Value). A 30-day pilot on 5–10 real machines shows measurable results. At Neoperl, a 4-week PoC validated the ROI. At Klocke, full plant coverage was achieved in 3 weeks. The pilot proves value before you commit.
What's the difference between MES use cases and MES functions?
MES functions are technical capabilities (data collection, scheduling, reporting). MES use cases are the business problems those functions solve. "OPC-UA data acquisition" is a function. "Reducing downtime by 10 % through automatic root cause analysis" is a use case. Always evaluate MES by use cases — that's what delivers ROI.
The key takeaway: MES use cases are not feature demonstrations — they are production improvements you can measure. Start with OEE and downtime (80 % of the value), add order tracking and scrap analysis as you integrate with ERP, deepen with process data monitoring, and scale to multiple plants. Every use case in this article has a named customer who achieved it. The proof is in the production data, not the product brochure.
→ What is MES? · → MES ROI · → MES Implementation · → MES Software Compared · → Excel vs. MES · → Best MES System


MES software compared: vendors, functions per VDI 5600, costs (cloud vs. on-premise) and implementation. Honest market overview 2026.
OEE software captures availability, performance & quality automatically in real time. Vendor comparison, costs & case studies. 30-day free trial.
MES (Manufacturing Execution System): Functions per VDI 5600, architectures, costs and real-world results. With implementation data from 15,000+ machines.