Door Christian Fieg, Head of Sales SYMESTIC · Six Sigma Black Belt · 20+ jaar MES en operational excellence
Gepubliceerd: juni 2026 · Leestijd: 10 minuten · Datastand: Q1/2026 uit 15.000+ machineaansluitingen
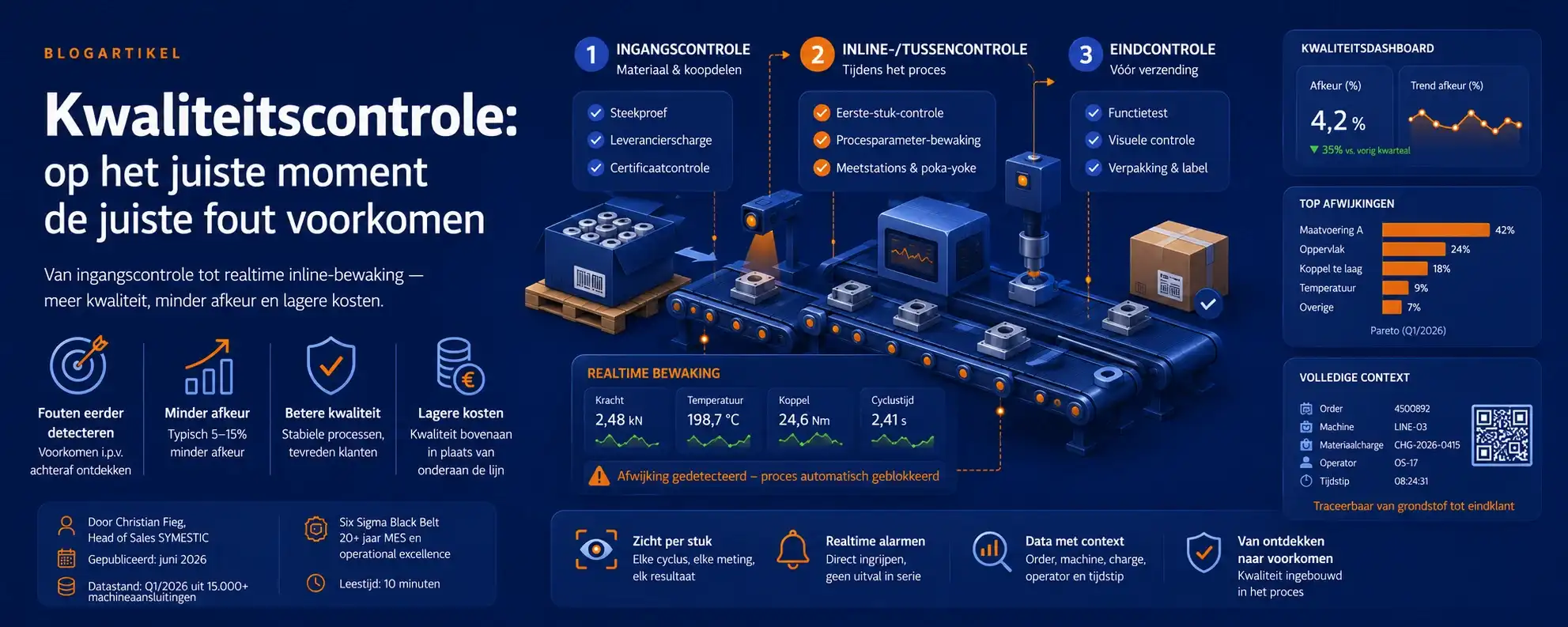
Kort antwoord: Kwaliteitscontrole is het toetsen van producten en processen tegen specificaties — op drie klassieke punten: ingangscontrole (materiaal en koopdelen), tussencontrole/inline (tijdens het proces) en eindcontrole (vóór verzending). De strategische beweging van de laatste decennia is steeds dezelfde: controle zo vroeg mogelijk in het proces — want een fout die bij de eindcontrole opvalt, heeft al alle bewerkingsstappen aan kosten geabsorbeerd.
De moderne stap: van steekproef-achteraf naar realtime inline-bewaking — procesparameters en metingen automatisch per stuk, met directe blokkering bij afwijking. Controle wordt dan procesbeheersing; afkeur verschuift van ontdekt naar voorkomen.
Kwaliteitscontrole hoort bij het kwaliteits-cluster: het systeem eromheen in kwaliteitsmanagement, de statistiek in SPC, de preventie in FMEA.
Wat is kwaliteitscontrole?
Kwaliteitscontrole toetst of producten en tussenproducten aan de gespecificeerde eisen voldoen — maatvoering, functie, uiterlijk, samenstelling — en beslist over vrijgave, nabewerking of afkeur. Ze is het uitvoerende deel van de kwaliteitsketen: de FMEA voorkomt risico’s by design, SPC bewaakt het proces statistisch, de controle stelt vast — en het kwaliteitsmanagement organiseert het geheel. De economische rangorde is daarmee gegeven: elke euro die van ontdekken naar voorkomen verschuift, rendeert meervoudig — de tienregel (een fout kost per ontdekkings-stap later een veelvoud) is methodisch oud maar empirisch onverslijtbaar.
De drie controlepunten
| Controlepunt | Doel | Typische middelen |
|---|---|---|
| Ingangscontrole | afwijkend materiaal en koopdelen buiten de fabriek houden | steekproef op leverancierscharges, skip-lot bij bewezen leveranciers, certificaatcontrole |
| Inline-/tussencontrole | afwijkingen vangen waar ze ontstaan — vóór verdere waardetoevoeging | eerste-stuk-controle na omstelling, meetstations in de lijn, procesparameter-bewaking, poka-yoke |
| Eindcontrole | laatste vangnet vóór de klant | functietest, visuele controle, verpakkings-/etiketcontrole |
De gezondheidsindicator van een kwaliteitssysteem is de verdeling over de drie punten: wie het gros van zijn afwijkingen bij de eindcontrole vindt, betaalt het maximum per fout — de verbeterrichting is altijd stroomopwaarts. De eerste-stuk-controle na elke omstelling is daarbij de goedkoopste klassieker: ze vangt instelfouten voordat een hele serie ze herhaalt.
Steekproef vs. 100 %-controle
Steekproefcontrole (klassiek volgens AQL-systematiek) is economisch waar controle duur of destructief is en het proces stabiel — haar blinde vlek zijn incidentele fouten tussen de steekproeven. 100 %-controle vangt elk gecontroleerd kenmerk, maar is handmatig duur en — onderschat — zelf foutbehept: menselijke 100 %-visuele controle mist bij monotone taken een aanzienlijk deel van de afwijkingen. De moderne synthese: geautomatiseerde 100 %-bewaking van de procesparameters (elke cyclus: kracht, temperatuur, koppel, tijd — reeds beschikbare data uit de besturing) plus gerichte fysieke metingen waar het kenmerk niet uit het proces afleidbaar is, plus camera-/sensorcontrole (visual inspection) voor uiterlijke kenmerken. Zo wordt de vraag „steekproef of 100 %?” grotendeels vervangen door „welke kenmerken bewaken we per stuk uit het proces, en waar meten we fysiek?”.
De stap naar realtime kwaliteitsborging
De structurele zwakte van klassieke controle is de vertraging: tussen het ontstaan van de afwijking en haar ontdekking ligt productie — soms een ploeg vol. Realtime kwaliteitsborging sluit dat gat met drie bouwstenen. Automatische registratie: meet- en proceswaarden stromen per stuk of cyclus uit besturingen en meetmiddelen in de kwaliteitslaag (zie procesdata) — geen overtikken, geen papier. Directe bewaking en blokkering: grenswaarde- en SPC-bewaking per kenmerk, met automatisch alarm en — waar nodig — procesblokkering bij afwijking. Context voor de analyse: elk meetpunt hangt automatisch aan order, charge, machine en ploeg (traceability), waarmee de vraag „sinds wanneer, waar, waardoor?” een query wordt. Het effect in onze implementaties: afkeur daalt typisch 5–15 % — vooral doordat afwijkingen na minuten in plaats van uren stoppen.
Klassieke fouten bij kwaliteitscontrole
Controleren als vervanging voor beheersen: wie afkeur structureel bij de eindcontrole vangt, heeft geen controleprobleem maar een procesprobleem — de oplossing heet SPC en grondoorzaakanalyse, niet meer controleurs. Meetsysteem niet gekwalificeerd: zonder MSA/gage R&R bewaakt u uw meetonzekerheid. Kwaliteitsdata zonder context: een afkeurlijst zonder machine-/charge-/ploegkoppeling laat geen oorzaakanalyse toe. Papieren registratie: controleresultaten in mappen zijn voor audits reconstrueerbaar maar voor sturing waardeloos — de feedbackloop duurt weken. Controle als strafinstrument: zodra afkeurcijfers mensen beoordelen in plaats van processen, verdwijnt afkeur in de container in plaats van in de statistiek.
Van controle achteraf naar bewaking per stuk: SYMESTIC registreert proces- en kwaliteitsdata automatisch, bewaakt grenzen realtime en koppelt elk resultaat aan order en charge. Bekijk procesdata of het platform.
Veelgestelde vragen over kwaliteitscontrole
Wat is kwaliteitscontrole, eenvoudig uitgelegd?
Het toetsen van materiaal, tussenproducten en eindproducten tegen de specificaties — bij wareningang, tijdens het proces en vóór verzending — met als beslissing: vrijgeven, nabewerken of afkeuren.
Wat is het verschil tussen kwaliteitscontrole en kwaliteitsborging?
Controle stelt vast (product-gericht, achteraf); borging voorkomt (proces-gericht, vooraf — standaarden, SPC, FMEA). Volwassen organisaties verschuiven zwaartepunt van controle naar borging; de controle blijft als vangnet. Zie kwaliteitsmanagement.
Wanneer is 100 %-controle zinvol?
Bij veiligheids- en functiekritische kenmerken, bij instabiele processen en waar de klant het eist. Realistisch uitvoerbaar is ze vooral geautomatiseerd — procesparameter-bewaking per cyclus en sensor-/camera-controle; handmatige 100 %-visuele controle is zelf een foutbron.
Wat is een eerste-stuk-controle?
De vrijgavecontrole van het eerste stuk (of de eerste stukken) na een omstelling of materiaalwissel, vóór de serie start. Goedkoopste vangnet tegen instelfouten — digitaal geborgd doordat de orderstart pas na vrijgave mogelijk is.
Hoe digitaliseer ik mijn kwaliteitscontrole?
In drie stappen: meet- en procesdata automatisch registreren (besturing, meetmiddelen), bewaking met grenzen en alarmen realtime maken, en elk resultaat aan order/charge/machine koppelen voor analyse en traceability. Start bij het kenmerk met de hoogste afkeurkosten.
Verder lezen
- Kwaliteitsmanagement: principes, ISO 9001 en aanpak
- SPC (statistical process control) uitgelegd
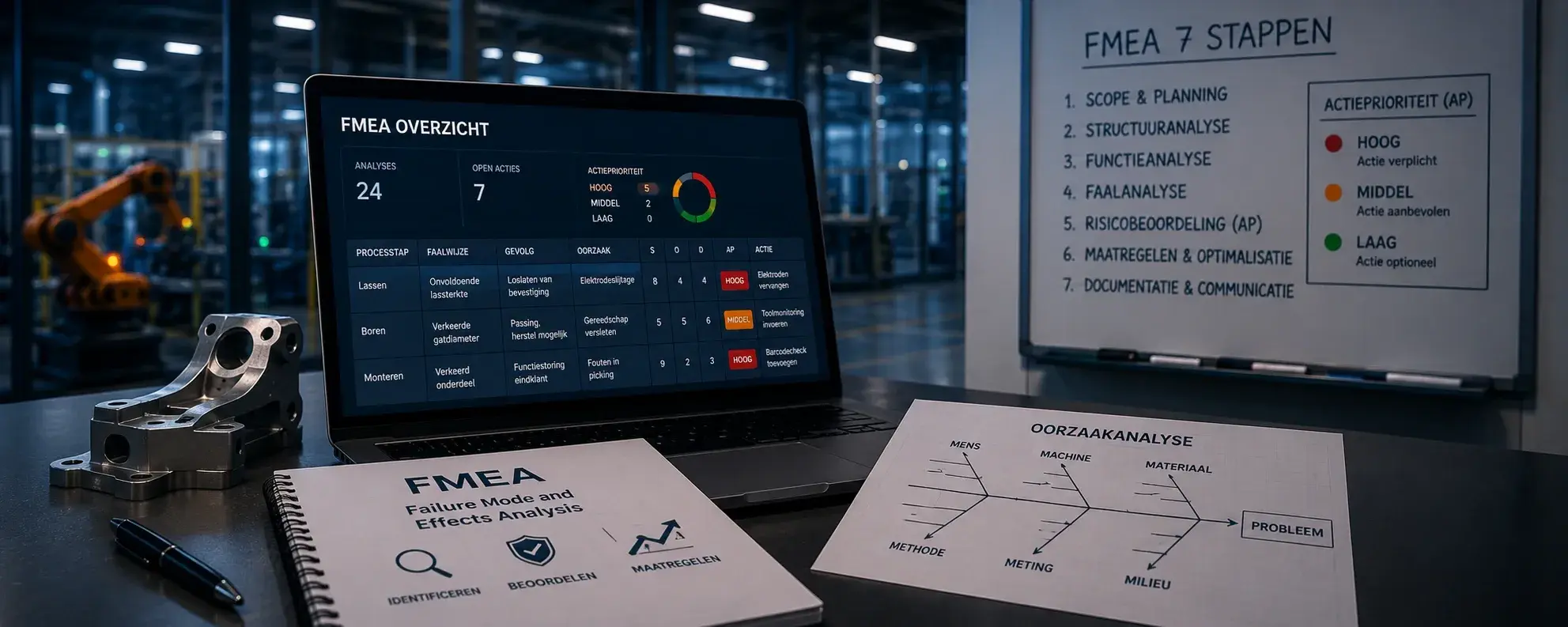
- FMEA: methode, 7 stappen en praktijkvoorbeeld
- Traceability in de productie: types en invoering
- Procesdata met SYMESTIC
Transparantie: SYMESTIC is aanbieder van een cloud-native MES-platform met kwaliteits-, procesdata- en alarmfuncties. Methodische inhoud (AQL, tienregel, MSA) is vakliteratuur-standaard; effectwaarden zijn typische resultaten uit eigen implementaties (15.000+ machines, 18 landen), geen garanties.
Over de auteur
Christian Fieg
Head of Sales bij SYMESTIC en Six Sigma Black Belt. Ruim 20 jaar kwaliteits- en MES-praktijk in de discrete productie. Themagebieden: kwaliteitscontrole en -borging, SPC, FMEA, traceability, OEE. LinkedIn-profiel
Ga vandaag nog aan de slag met SYMESTIC om uw productiviteit, efficiëntie en kwaliteit te verhogen!
Plan een gesprek