

MES: Definition, Funktionen & Nutzen 2026
MES (Manufacturing Execution System): Funktionen nach VDI 5600, Architekturen, Kosten und Praxisergebnisse. Mit Implementierungsdaten aus 15.000+ Maschinen.
Zusammenfassung: Maschinendatenerfassung (MDE) erfasst Laufzeiten, Stillstände, Zykluszeiten, Stückzahlen und Energieverbräuche automatisch und sekundengenau — direkt an der Maschine, ohne manuelle Eingabe. MDE ist die technische Datengrundlage für OEE, Stillstandsanalyse und datengesteuerte Fertigung. Auch Bestandsanlagen ohne moderne Schnittstelle lassen sich über IoT-Gateways nachrüsten (500–2.000 €/Maschine, 2–4 Stunden Installation).
Cloud-native MDE startet bei 850 €/Monat. Dieser Artikel erklärt die 5 Datenarten, technische Funktionsweise, Nachrüstung, Kosten und zeigt Praxisergebnisse aus über 15.000 angebundenen Maschinen.
Für den Vergleich von MDE-Software-Anbietern, Nachrüstung und Kosten: MDE Software – Anbieter, Systeme und Kosten im Vergleich.
Maschinendatenerfassung (MDE) ist die automatische, sekundengenaue Erfassung technischer Betriebsdaten direkt an der Maschine — Laufzeiten, Stillstände, Zykluszeiten, Stückzahlen, Prozessparameter und Energieverbräuche. MDE ersetzt manuelle Schichtprotokolle und Excel-Tabellen und liefert objektive Echtzeit-Daten als Grundlage für OEE-Berechnung, Stillstandsanalyse und Produktionsoptimierung.
Die zentrale Frage, die MDE beantwortet:
Was passiert an der Maschine wirklich – nicht was das ERP plant und nicht was der Werker erinnert?
Wenn ein Werker am Schichtende Stillstände aus dem Gedächtnis rekonstruiert, fehlen die drei Mikrostopps von je 90 Sekunden, die dreimal pro Stunde auftraten. In Summe: 4,5 Minuten pro Stunde, 36 Minuten pro Schicht – unsichtbarer Produktivitätsverlust, der in keiner manuellen Aufzeichnung auftaucht. MDE eliminiert diese Blindstelle.
Moderne MDE-Systeme erfassen jeden Zustandswechsel in dem Moment, in dem er stattfindet. Eine Maschine, die um 14:23:07 stoppt und um 14:25:42 wieder anläuft, erzeugt einen dokumentierten Stillstand von 2 Minuten und 35 Sekunden – automatisch, ohne menschliches Zutun. Über Wochen und Monate entsteht aus diesen Daten ein präzises Bild der tatsächlichen Maschinenleistung, das sich von manuell geschätzten Werten typischerweise um 10 bis 20 Prozentpunkte unterscheidet.
MDE ist damit die Grundlage für jede Form der Produktionsoptimierung: Ohne verlässliche Maschinendaten gibt es keine verlässliche OEE, keine fundierte Stillstandsanalyse und keine objektive Basis für Verbesserungsprojekte.
Fünf Datenkategorien bilden das MDE-Spektrum: Zustandsdaten (läuft/steht/rüstet), Leistungsdaten (Zykluszeiten, Taktraten), Mengendaten (Gut-/Ausschussteile), Prozessdaten (Temperaturen, Drücke, Schwingungen) und Energiedaten (Strom, Druckluft, Spitzenlasten). Jede Kategorie speist einen anderen Faktor der OEE-Berechnung.
Zustandsdaten beantworten die Frage: Läuft die Maschine oder steht sie?
Zustandsdaten sind die Grundlage für den Verfügbarkeitsfaktor der OEE-Berechnung.
Leistungsdaten beantworten die Frage: Produziert die Maschine mit der vorgesehenen Geschwindigkeit?
Eine Maschine, die statt 120 Takten pro Minute nur 108 fährt, verliert 10 % Leistung – oft wochenlang unbemerkt, weil sie technisch „läuft". Leistungsdaten sind die Grundlage für den Leistungsfaktor der OEE-Berechnung und der am häufigsten übersehene Verlustfaktor.
Mengendaten beantworten die Frage: Wie viel wurde produziert – und wie viel davon ist gut?
Mengendaten sind die Grundlage für den Qualitätsfaktor der OEE-Berechnung. Die Genauigkeit automatischer Stückzählung über Sensoren, Lichtschranken oder SPS-Signale liegt bei über 99,99 % – ein Wert, den manuelle Erfassung strukturell nicht erreichen kann.
Prozessdaten beantworten die Frage: Unter welchen Bedingungen wird produziert?
Prozessdaten sind die Grundlage für Qualitätskorrelationen (welche Parameter erzeugen Ausschuss?), vorausschauende Instandhaltung (welche Vibrationsmuster deuten auf bevorstehenden Ausfall?) und Prozessoptimierung (bei welchen Einstellungen ist die Ausbringung maximal?).
Energiedaten beantworten die Frage: Wie viel Energie verbraucht die Maschine – und wofür?
Energiedaten gewinnen durch steigende Strompreise und regulatorische Anforderungen (Energieaudit, ISO 50001, CSRD-Reporting) zunehmend an Bedeutung. Viele Fertigungsunternehmen entdecken erst durch automatische Energiemessung, dass einzelne Maschinen im Leerlauf 30 bis 50 % ihres Volllast-Verbrauchs ziehen.
MDE liefert sechs konkrete Vorteile: Echtzeit-Transparenz über alle Maschinen, objektive OEE statt geschätzter Werte (Differenz: 10–20 Prozentpunkte), automatische Stillstands-Paretos für gezielte Verbesserung, Datengrundlage für Lean/KVP, zustandsbasierte statt kalenderbasierter Instandhaltung und Aufdeckung von Energieverschwendung. Der ROI liegt bei den meisten Projekten bei unter sechs Monaten.
Produktionsleiter sehen auf einen Blick, welche Maschinen laufen, welche stehen und warum. Nicht am nächsten Tag über eine Excel-Tabelle – sondern jetzt, in Echtzeit, auf Dashboard, Tablet oder Smartphone. Entscheidungen basieren auf Fakten, nicht auf Schätzungen.
Ohne MDE ist OEE ein Schätzwert. Mit MDE ist OEE eine gemessene Kennzahl. Der Unterschied ist fundamental: Manuell geschätzte OEE-Werte liegen systematisch 10 bis 20 Prozentpunkte über den tatsächlichen Werten, weil Mikrostopps, Geschwindigkeitsverluste und Kurzstillstände in der Erinnerung nicht auftauchen. Für die vollständige OEE-Methodik: OEE: Definition, Berechnung & Praxis.
Erst automatische Erfassung macht Muster sichtbar: Stillstände, die immer zur gleichen Uhrzeit auftreten. Maschinen, deren Verfügbarkeit am Freitagabend systematisch schlechter ist als am Montagmorgen. Mikrostopps, die einzeln harmlos wirken, aber in Summe Stunden pro Woche kosten. Diese Muster sind die Grundlage für gezielte Verbesserungsmaßnahmen.
TPM, SMED, Kaizen – alle Lean-Methoden brauchen verlässliche Daten als Ausgangspunkt. MDE liefert das Pareto der Verluste: die fünf Ursachen, die 80 % der Stillstandszeit verursachen. Damit weiß das KVP-Team genau, wo der größte Hebel liegt.
Betriebsstunden, Schaltspiele, Vibrationstrends, Temperaturverläufe – MDE liefert die Daten, die den Übergang von kalenderbasierter zu zustandsbasierter Instandhaltung ermöglichen. Nicht alle 2.000 Stunden warten, sondern dann, wenn die Daten eine Veränderung zeigen.
Automatische Energiemessung pro Maschine deckt Verschwendung auf: Maschinen, die im Leerlauf zu viel verbrauchen. Spitzenlasten, die durch bessere Planung vermeidbar sind. Druckluftleckagen, die erst durch Verbrauchsmessung sichtbar werden.
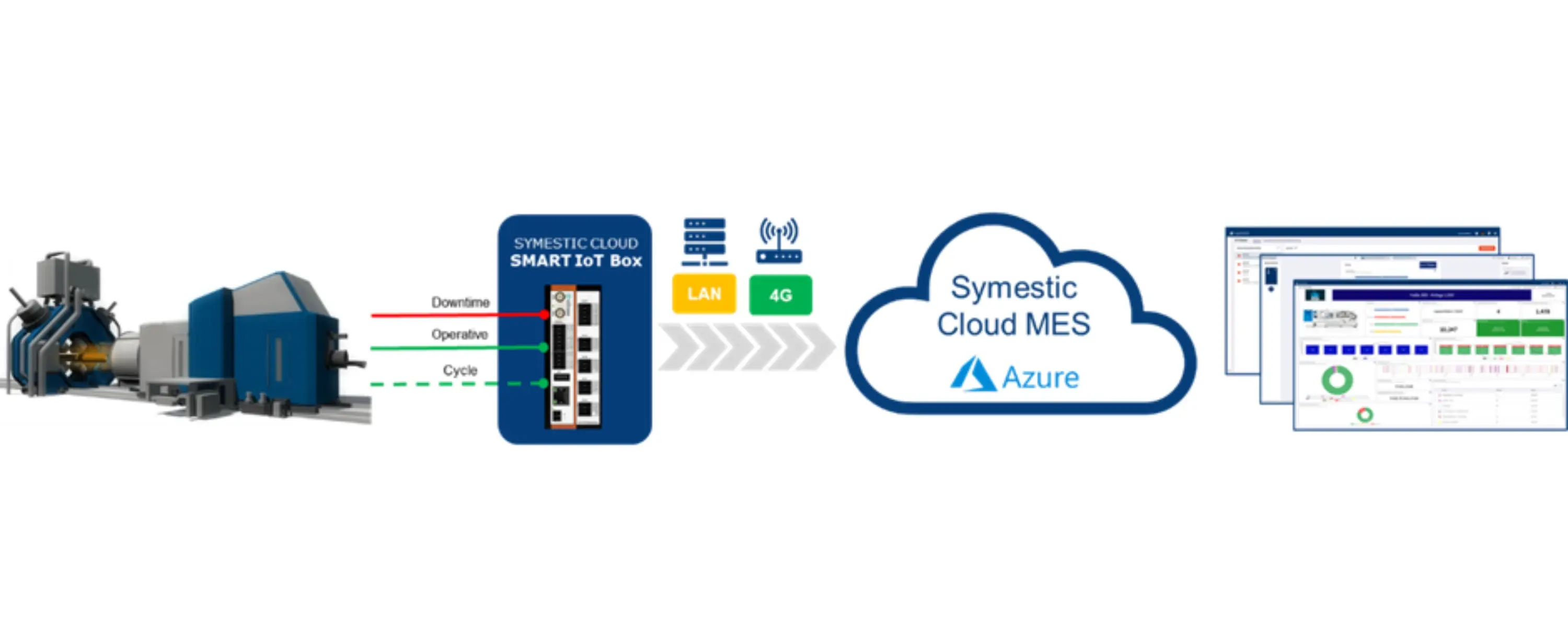
Vier Schritte: Signalerfassung an der Maschine (OPC UA, potentialfreie Kontakte, Stromwandler), Digitalisierung durch ein IoT-Gateway mit lokaler Pufferung, verschlüsselte Übertragung in die Cloud oder auf lokale Server, Visualisierung als Echtzeit-Dashboard. Die gesamte Kette — von Signal bis Dashboard — steht bei Cloud-nativen Systemen am Tag der Installation.
Jede Maschine erzeugt elektrische Signale, die ihren Betriebszustand verraten. Moderne Maschinen mit OPC UA oder PROFINET stellen diese Daten digital zur Verfügung. Ältere Maschinen erfordern die Erfassung über analoge oder digitale Signale:
Ein IoT-Gateway an der Maschine sammelt die Signale, digitalisiert analoge Werte, synchronisiert Zeitstempel und puffert Daten bei Netzwerkausfall. Moderne Gateways übernehmen auch einfache Logik: „Stillstand > 60 Sekunden → Stillstandskategorie abfragen" oder „Stromverbrauch < Schwellwert → Status = Leerlauf".
Die Daten werden verschlüsselt über LAN, WLAN oder Mobilfunk (4G/5G) an die zentrale Plattform übertragen – bei Cloud-nativen Systemen direkt in die Cloud, bei On-Premise-Systemen an einen lokalen Server. Die Speicherung erfolgt in Zeitreihen-Datenbanken (Time-Series Databases), die für die Abfrage großer Mengen chronologischer Maschinendaten optimiert sind.
Die Rohdaten werden in Dashboards aufbereitet: Maschinenstatus als Ampelübersicht, OEE als Schicht-/Tages-/Wochentrend, Stillstände als Pareto-Diagramm, Zykluszeiten als Histogramm. Der Zugriff erfolgt browserbasiert – Desktop, Tablet, Smartphone. Keine Installation, keine plattformabhängige App.
IoT-Gateways greifen elektrische Signale direkt an der Maschine ab — potentialfreie Kontakte, Stromwandler, Lichtschranken, Schwingungssensoren. Ohne Eingriff in die Maschinensteuerung, ohne SPS-Programmierung, ohne Produktionsunterbrechung. Auch Maschinen aus den 1980er Jahren lassen sich anbinden. Installation: 2–4 Stunden pro Maschine. Am selben Tag liefert die Maschine Daten.
In einem typischen mittelständischen Fertigungswerk sind 60 bis 80 Prozent der Maschinen Bestandsanlagen ohne moderne Kommunikationsschnittstelle. Wer nur die neuesten Maschinen anbindet, erfasst ein Fünftel des Maschinenparks und hat ein teures Monitoring-Fragment statt echter Produktionstransparenz.
Die Nachrüstung funktioniert über IoT-Gateways, die elektrische Signale direkt an der Maschine abgreifen – ohne in die Maschinensteuerung einzugreifen, ohne SPS-Programme zu ändern und ohne den laufenden Betrieb zu unterbrechen.
Potentialfreie Kontakte sind die universellste Methode. Nahezu jede Maschine hat Relaisausgänge, die den Betriebszustand signalisieren: Maschine läuft, Störung aktiv, Automatikbetrieb. Diese Kontakte lassen sich abgreifen, ohne die Steuerungslogik zu verändern.
Stromwandler an der Hauptstromversorgung erkennen über das Lastprofil, ob die Maschine produziert, im Leerlauf steht oder ausgeschaltet ist. Komplett non-invasiv – der Sensor wird um das Kabel geklemmt, nicht eingebaut.
Zählsensoren (Lichtschranken, induktive Näherungsschalter) werden am Maschinenauslauf nachgerüstet, um Stückzahlen zu erfassen.
Schwingungssensoren erkennen über das Vibrationsprofil, ob die Maschine unter Last arbeitet, im Leerlauf dreht oder steht. Besonders nützlich bei Maschinen, deren elektrische Signale schwer zugänglich sind.
Die Installation dauert typischerweise zwei bis vier Stunden pro Maschine – inklusive Verkabelung, Gateway-Montage und Signaltest. Am selben Tag liefert die Maschine Daten.
Für die detaillierte Darstellung von Gateway-Typen, Signalquellen und Kosten: Maschinendatenerfassung Software – Nachrüstung, Anbieter und Kosten.
MDE erfasst technische Maschinendaten (Laufzeit, Stückzahl, Zykluszeit). BDE erweitert um organisatorische Daten (Aufträge, Personal, Rüstzeiten). MES integriert beides in eine Steuerungsplattform mit Feinplanung, Qualitätsmanagement und ERP-Anbindung. MDE beantwortet „Wie läuft die Maschine?", BDE „Wie läuft der Auftrag?", MES „Wie läuft die Produktion — und wie wird sie besser?"
| Merkmal | MDE | BDE | MES |
| Datenfokus | Technische Maschinendaten (Laufzeit, Stückzahl, Zykluszeit, Energie) | Organisatorische + technische Daten (Aufträge, Personal, Maschinen, Material, Werkzeuge) | Ganzheitliche Produktionsdaten inkl. Qualität, Planung, KPIs |
| Ziel | Maschinenzustände dokumentieren und Verluste sichtbar machen | Transparenz im gesamten Produktionsprozess schaffen | Produktion in Echtzeit steuern, optimieren und analysieren |
| Anwendungsbereich | Einzelne Maschinen oder Anlagen | Shopfloor- und Fertigungsprozesse | Gesamte Fertigung, standortübergreifend |
| Typische Kennzahlen | OEE, Verfügbarkeit, Leistungsgrad, MTBF, MTTR | Auftragsfortschritt, Mitarbeitereinsatz, Rüstzeiten pro Auftrag | OEE + Qualitäts-, Energie-, Kosten- und Effizienzmetriken |
| ERP-Integration | Selten | Teilweise | Tiefe bidirektionale Integration |
| Typischer Einstieg | Maschinenmonitoring und OEE-Tracking | Auftrags- und Personalzeiterfassung | Ganzheitliche Produktionssteuerung |
Für die transaktionale Perspektive auf BDE-Systeme: BDE Software – Systeme, Anbieter und Kosten.
Drei Stufen: MDE liefert Maschinentransparenz (Zustände, OEE, Stillstände). MDE + BDE ergänzt Auftragszuordnung, Personalzeiten und Rüstzeiten. MES integriert zusätzlich Feinplanung, Qualitätsmanagement und ERP-Anbindung. Cloud-native Plattformen machen den Übergang nahtlos — die Maschinen sind angebunden, neue Funktionen werden aktiviert statt neu implementiert.
Maschinendatenerfassung ist der Einstieg – aber selten das Ziel. Die meisten Unternehmen beginnen mit MDE, weil der Bedarf konkret ist: „Wir wollen wissen, warum die Maschine steht." Sobald diese Transparenz vorhanden ist, entstehen weiterführende Fragen:
Diese Fragen erfordern organisatorische Daten (BDE) und Steuerungslogik (MES). In der Praxis sieht der typische Wachstumspfad so aus:
Stufe 1 – MDE: Maschinenzustände, OEE, Stillstandsanalyse. Wertschöpfung: Transparenz.
Stufe 2 – MDE + BDE: Zusätzlich Auftragszuordnung, Personalzeiten, Rüstzeiten. Wertschöpfung: Auftragskalkulation, Ressourcenoptimierung.
Stufe 3 – MES: Zusätzlich Feinplanung, Qualitätsmanagement, automatisierte Workflows, ERP-Integration. Wertschöpfung: Echtzeitsteuerung der gesamten Fertigung.
Cloud-native Plattformen machen diesen Übergang nahtlos: Die Maschinen sind bereits angebunden, die Dashboards konfiguriert. Neue Funktionen werden aktiviert, nicht neu implementiert. Kein Systemwechsel, kein Datenmigrationsprojekt.
Für den umfassenden Vergleich von MES-Anbietern und Architekturen: MES Software – Anbieter, Funktionen und Kosten im Vergleich.
Meleghy Automotive erfasst MDE-Daten über 300+ Segmente in 6 Werken — Ergebnis: −10 % Stillstände, +7 % Ausbringung. Neoperl korreliert SPS-Alarme mit Qualitätsdefekten und senkte Ausfallzeiten um 10 % in 2 Wochen. Klocke Gruppe (Pharma-Verpackung) steigerte Ausbringung um 12 % in 3 Wochen durch Aufdeckung unsichtbarer Mikrostopps. Carcoustics skalierte auf 500+ Anlagen in 6 Monaten.
Meleghy Automotive, ein internationaler Automobilzulieferer mit Werken in Deutschland, Spanien, Tschechien und Ungarn, betreibt MDE standortübergreifend in sechs Werken mit über 300 Maschinensegmenten — Presslinien, Schweißanlagen, Montagebereiche mit heterogenen Steuerungsgenerationen. Standardisierte IoT-Gateways ermöglichten die Anbindung sowohl moderner OPC-UA-Anlagen als auch älterer Bestandsmaschinen ohne SPS-Eingriff. Die bidirektionale SAP-R3-Anbindung über ABAP IDoc mappt Maschinenzyklen zu Fertigungsaufträgen und spielt Daten ins ERP zurück. Die Konsolidierung nach SEMI-E10-Standard schafft eine einheitliche Vergleichsbasis über alle Standorte. Ergebnisse: 10 % weniger Stillstände, 7 % höhere Ausbringung, 5 % höhere Verfügbarkeit.
Neoperl, ein internationaler Hersteller mit Hauptsitz in Müllheim, erfasst MDE-Daten über SPS-basierte Alarmerfassung an vollautomatischen Montageautomaten. Die Besonderheit: Die SPS-Alarme werden automatisch mit Stillständen und Qualitätsdefekten korreliert. So identifizierte das System vier Alarmcodes, die 80 % aller Stillstände verursachten — ein Muster, das im manuellen Reporting nie aufgefallen war. Nach gezielten Maßnahmen: −10 % Stillstände, +8 % Verfügbarkeit, −15 % Ausschuss, +15 % Produktivität. Die entscheidenden Verbesserungen kamen in den ersten zwei Wochen nach Einführung.
Die Klocke Gruppe, ein Lohnhersteller in der Pharma-, Kosmetik- und Nahrungsergänzungsmittelbranche, erfasst Stückzahlen und Stillstände über DI-Gateways an allen Verpackungslinien am Standort Weingarten — im GMP-regulierten Umfeld. Die Skalierung von der Pilotlinie auf alle Linien erfolgte innerhalb von nur drei Wochen. Die Gewinne kamen aus der Aufdeckung von Mikrostopps und Geschwindigkeitsverlusten, die in der manuellen Erfassung nicht abgebildet waren. Ergebnis: +12 % Ausbringung, +7 Stunden Produktionszeit pro Woche, +8 % Verfügbarkeit.
Carcoustics International, ein Automobilzulieferer für akustische und thermische Lösungen, ersetzte eine Bestandslösung durch cloud-native MDE über IXON IoT-Geräte und MQTT-Protokoll. Die Skalierung auf 500+ Anlagen in allen Werken (Deutschland, Polen, Slowakei, Tschechien, Mexiko, USA, China) erfolgte innerhalb von 6 Monaten. Bidirektionale SAP-R3-Anbindung für konzernweite Performance-Analyse. Ergebnisse: −4 % Stillstände, +3 % Ausbringung, +8 % Verfügbarkeit.
Drei Schritte: Pilotlinie definieren (3–5 Maschinen, Mischung aus alten und neuen Anlagen), Gateway-Installation und Quick Wins sichtbar machen (erstes Dashboard am Tag der Installation), dann Rollout auf weitere Linien und Werke. Erfahrungsgemäß zeigt bereits die erste Woche Datenpunkte, die zu sofort umsetzbaren Verbesserungen führen.
Auswahl von drei bis fünf Maschinen für den Piloten. Kriterien: Mischung aus modernen und älteren Anlagen, bekannte Probleme (hohe Stillstandszeiten, unklare OEE), engagierter Produktionsleiter oder Schichtführer vor Ort. Ziele und Baseline-KPIs definieren: aktuelle OEE (geschätzt), Stillstandshäufigkeit, manuelle Erfassungsaufwände.
Installation der IoT-Gateways, Signalanbindung, Konfiguration der Dashboards. Bei Cloud-nativer MDE steht das erste Dashboard am Tag der Installation. Sofortige Quick Wins sichtbar machen: erster Stillstandsbericht, erste gemessene (nicht geschätzte) OEE, erste Pareto der Verlustursachen. Erfahrungsgemäß zeigt bereits die erste Woche Datenpunkte, die zu sofort umsetzbaren Verbesserungen führen.
Skalierung auf weitere Linien und Werke. Integration von BDE-Funktionen (Auftragszuordnung, Personalzeiten) sobald der Bedarf entsteht. Anbindung an ERP für automatische Rückmeldungen. Kontinuierliche Verbesserung durch wöchentliche OEE-Reviews und monatliche Stillstandsanalysen.
Was ist Maschinendatenerfassung (MDE)?
Maschinendatenerfassung ist die automatische Erfassung technischer Betriebsdaten direkt an der Maschine: Laufzeiten, Stillstände, Zykluszeiten, Stückzahlen, Prozessparameter und Energieverbräuche. MDE ersetzt die manuelle Erfassung und liefert sekundengenaue Echtzeit-Daten als Grundlage für OEE-Berechnung, Stillstandsanalyse und Produktionsoptimierung.
Welche Maschinendaten werden erfasst?
Zustandsdaten (läuft/steht/rüstet/gestört), Leistungsdaten (Zykluszeiten, Taktraten), Mengendaten (Stückzahlen, Gut-/Ausschuss), Prozessdaten (Temperaturen, Drücke, Schwingungen) und Energiedaten (Stromverbrauch, Druckluft, Spitzenlasten). Die konkreten Daten hängen von der Maschinenanbindung und den verfügbaren Signalen ab.
Was ist der Unterschied zwischen MDE und BDE?
MDE erfasst technische Maschinendaten: Zustände, Zykluszeiten, Stückzahlen. BDE (Betriebsdatenerfassung) erweitert den Scope um organisatorische Daten: Auftragszuordnungen, Personalzeiten, Rüstzeiten pro Auftrag, Qualitätsrückmeldungen. In modernen MES-Plattformen sind beide integriert. Für den detaillierten Blick auf BDE-Systeme: BDE Software im Überblick.
Können ältere Maschinen nachgerüstet werden?
Ja. IoT-Gateways greifen elektrische Signale direkt an der Maschine ab: potentialfreie Kontakte, Stromwandler, Lichtsensoren. Ohne Eingriff in die Maschinensteuerung, ohne SPS-Programmierung und ohne Produktionsunterbrechung. Auch Maschinen aus den 1980er und 1990er Jahren lassen sich anbinden. Die Installation dauert zwei bis vier Stunden pro Maschine. Für Details zur Nachrüstung: Maschinendatenerfassung Software.
Was kostet Maschinendatenerfassung?
Cloud-native MDE startet bei 850 €/Monat für bis zu fünf Maschinen. Dazu kommen einmalige Hardwarekosten für IoT-Gateways (500–2.000 € pro Maschine). On-Premise-MES mit MDE-Modul erfordern sechsstellige Initialinvestitionen. Der ROI liegt bei den meisten Projekten bei unter sechs Monaten. Für den transparenten Preisvergleich: MES System Preise.
Welche Kennzahlen liefert MDE?
OEE (Gesamtanlageneffektivität), Verfügbarkeit, Leistungsgrad, Qualitätsrate, MTBF (mittlere Betriebsdauer zwischen Ausfällen), MTTR (mittlere Reparaturdauer), Nutzungsgrad, Stillstandszeiten nach Kategorie, Zykluszeit-Abweichungen und Energieverbrauch pro Maschine.
Lernen Sie die modernsten Ansätze der Industrie 4.0, die Sie in Ihrer Produktion schon morgen umsetzen können, um innerhalb von 4 Wochen Ihre Kosten um gut 20% zu reduzieren.
mehr erfahren
