


Door Christian Fieg, Head of Sales SYMESTIC · Six Sigma Black Belt · 20+ jaar MES en operational excellence
Gepubliceerd: juni 2026 · Leestijd: 13 minuten · Datastand: Q1/2026 uit 15.000+ machineaansluitingen
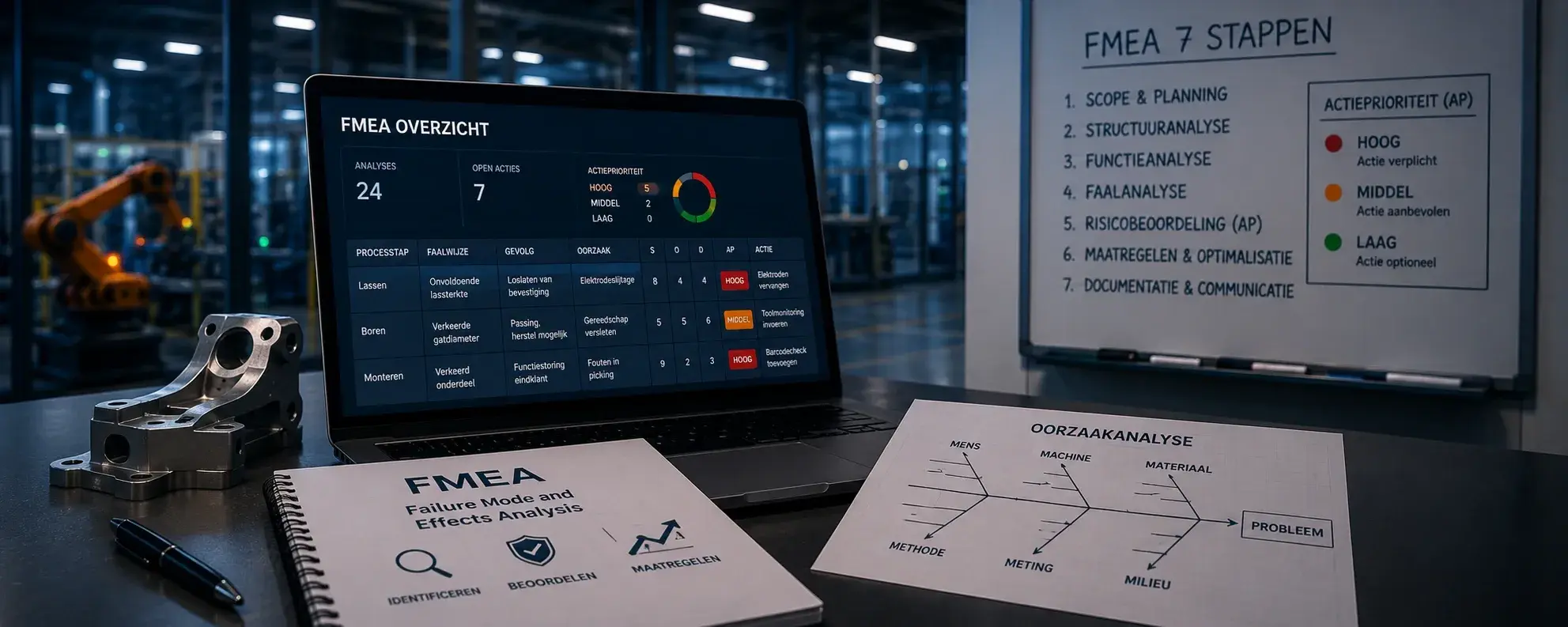
Kort antwoord: FMEA (Failure Mode and Effects Analysis, faalwijze- en gevolgenanalyse) is een systematische methode om potentiële fouten in een product of proces te identificeren, hun risico te beoordelen en preventieve maatregelen te prioriteren — vóórdat de fout optreedt. De actuele standaard is het geharmoniseerde AIAG-VDA-handboek (2019) met een proces in 7 stappen, dat de klassieke RPN-prioritering vervangt door de actieprioriteit (AP: hoog/middel/laag). In de automotive is FMEA via IATF 16949 verplicht; daarbuiten is het de meest gebruikte preventieve risicomethode in de maakindustrie.
De grootste praktijkzwakte is niet de methodiek maar de input en de opvolging: FMEA’s op aannames in plaats van veld- en procesdata, en beoordelingen die na de audit in de la verdwijnen in plaats van te leren van werkelijke storingen en afkeur.
FMEA hoort bij het kwaliteits-cluster: de statistische procesbewaking staat in SPC, de meetdata-laag in MES-systeem: wat het is.
Wat is FMEA?
FMEA is een gestructureerde, preventieve risicoanalyse: een multidisciplinair team inventariseert per functie van een product of processtap welke faalwijzen mogelijk zijn, welke gevolgen die hebben, welke oorzaken eraan ten grondslag liggen en hoe goed bestaande beheersmaatregelen voorkomen of detecteren. Elk risico krijgt een beoordeling op drie assen — ernst (S), kans op optreden (O) en detectie (D), elk 1–10 — waarna maatregelen worden geprioriteerd en de cyclus opnieuw wordt doorlopen. De methode stamt uit de jaren ’40–’60 (Amerikaans leger, NASA/Apollo), werd door Ford na het Pinto-debacle in de automotive geïntroduceerd en is daar via IATF 16949 en klantspecifieke eisen (CSR) vandaag verplicht onderdeel van elke PPAP-vrijgave.
Sinds 2019 geldt het geharmoniseerde AIAG-VDA-handboek als de facto wereldstandaard: het verenigt de Amerikaanse (AIAG) en Duitse (VDA) school, structureert de analyse in zeven stappen en vervangt het oude risicoprioriteitsgetal (RPN) door de actieprioriteit (AP). Veel Nederlandstalige uitleg online beschrijft nog de oude RPN-methodiek — wie vandaag voor een automotive-klant werkt, wordt op de nieuwe systematiek ge-audit.
DFMEA, PFMEA en andere varianten
| Variant | Object van analyse | Typische vraag |
|---|---|---|
| DFMEA (design) | het productontwerp | kan het ontwerp falen in functie, levensduur, veiligheid? |
| PFMEA (proces) | het productieproces | waar kan het proces een afwijkend product maken of doorlaten? |
| FMEA-MSR | monitoring & systeemrespons in het veld | detecteert het systeem fouten tijdens gebruik en reageert het veilig? (elektronica, ADAS) |
| Systeem-FMEA | samenspel van subsystemen | welke risico’s ontstaan op de interfaces? |
| FMECA | FMEA + kritikaliteitsanalyse | defensie, luchtvaart, medische techniek |
In de toeleverpraktijk zijn DFMEA en PFMEA het werkpaard; ze hangen samen: ernst-beoordelingen uit de DFMEA stromen door naar de PFMEA. Voor productiebedrijven zonder eigen productontwikkeling is de PFMEA de relevante variant — en die staat of valt met proceskennis van de werkvloer.
De 7 stappen volgens AIAG-VDA
1. Scope en planning: wat wordt geanalyseerd, wie zit in het team, welke klanteneisen (CSR) gelden? 2. Structuuranalyse: het systeem of proces opdelen in elementen (processtappen, werkelementen — mens, machine, materiaal, methode). 3. Functieanalyse: per element de functies en eisen benoemen — een faalwijze is altijd het niet-vervullen van een functie. 4. Faalanalyse: per functie de keten faalgevolg ← faalwijze ← faaloorzaak opbouwen. 5. Risicoanalyse: S, O en D beoordelen (1–10) op basis van de bestaande preventie- en detectiemaatregelen, en de actieprioriteit (AP) bepalen. 6. Optimalisatie: maatregelen definiëren voor hoge (en beargumenteerd middelhoge) prioriteiten, met eigenaar en termijn; daarna herbeoordelen. 7. Documentatie en communicatie: resultaten vastleggen, intern en richting klant rapporteren — en de FMEA als levend document verankeren.
De stappen 2–4 zijn waar de kwaliteit ontstaat: wie de structuur- en functieanalyse afraffelt, produceert in stap 5 schijnprecisie. De praktische vuistregel: 60 % van de workshoptijd hoort vóór de beoordeling te zitten.
Van RPN naar actieprioriteit (AP)
Klassiek werd geprioriteerd via het risicoprioriteitsgetal RPN = S × O × D (1–1.000) met een actiedrempel (vaak 100 of 125). De zwakte is wiskundig én praktisch: het product weegt de drie factoren gelijk, waardoor een veiligheidskritische fout met lage kans (S=10, O=2, D=3 → RPN 60) onder de drempel kon blijven terwijl een triviale fout erboven uitkwam — en teams leerden de getallen naar de drempel toe te masseren.
Het AIAG-VDA-handboek vervangt de drempel door de actieprioriteit (AP): een opzoektabel die per S/O/D-combinatie hoog, middel of laag toekent — met ernst als zwaarstwegende factor. Hoog = maatregel verplicht (of gedocumenteerde onderbouwing waarom niet), middel = maatregel redelijkerwijs nemen, laag = optioneel. Wie nog met RPN werkt, voldoet bij automotive-klanten in de regel niet meer aan de actuele verwachting; buiten automotive is RPN niet verboden, maar de AP-logica is ook daar de betere praktijk.
Praktijkvoorbeeld: PFMEA-regel voor een lasproces
| Element | Inhoud |
|---|---|
| Processtap / functie | puntlassen bevestigingsbeugel — verbinding met voorgeschreven sterkte (≥ 4,5 kN) |
| Faalwijze | lasverbinding onder sterkte-eis (koude las) |
| Faalgevolg | beugel laat los bij belasting → functieverlies veiligheidscomponent bij de eindklant → S = 8 |
| Faaloorzaak | elektrodeslijtage → dalende lasstroom-dichtheid; preventie: elektrodewissel op vaste teller → O = 4 |
| Detectie | steekproef-trekproef 1× per ploeg → late, steekproefsgewijze detectie → D = 5 |
| Actieprioriteit | hoog → maatregel verplicht |
| Maatregel | inline-bewaking lasstroom/-weerstand per las met automatische blokkering bij afwijking (procesdata uit de besturing) → D van 5 naar 2, AP naar laag; elektrodestandtijd datagestuurd i.p.v. vaste teller → O naar 3 |
Het voorbeeld toont het patroon dat in vrijwel elke moderne PFMEA-optimalisatie terugkeert: de effectiefste detectieverbetering is de stap van steekproef-achteraf naar inline-bewaking per stuk — procesparameters uit de machine, automatisch bewaakt, met directe blokkering. Precies daar raken FMEA en digitalisering elkaar.
FMEA levend houden met productiedata
De FMEA is formeel een levend document — in de praktijk sterft ze na de klantaudit, omdat actualisering handwerk is. Productiedata draait dat om, op drie punten. O-beoordelingen op feiten: de werkelijke afkeur- en storingsfrequentie per processtap (uit MES-kwaliteits- en stilstandsregistratie) vervangt de workshop-schatting — afwijkingen tussen FMEA-aanname en gemeten realiteit zijn directe revisietriggers. D-maatregelen technisch waarmaken: inline-procesdata met grenswaardenbewaking en automatische alarmen (zie procesdata) is de structurele detectieverbetering die D-scores van 5–7 naar 2–3 brengt. De terugkoppellus: elke werkelijke klacht of interne afwijking hoort tegen de FMEA gespiegeld te worden — stond deze faalwijze erin, klopte de beoordeling, en zo nee: wat zegt dat over de zustersprocessen? Zo wordt de FMEA van audit-artefact tot leersysteem; gekoppeld aan SPC ontstaat de gesloten preventie-detectie-keten.
Klassieke fouten bij FMEA
Eén: de copy-paste-FMEA. Een oude FMEA hernoemen voor het nieuwe product mist precies de nieuwe risico’s — werk met familie-/basis-FMEA’s, maar analyseer de verschillen expliciet. Twee: zonder de werkvloer. Een PFMEA zonder operators en onderhoud kent de werkelijke faalwijzen niet; de mensen die het proces draaien, kennen de bijna-missers. Drie: cijfermassage richting drempel. Onder RPN endemisch, onder AP nog steeds mogelijk — de tegenmaatregel is gemeten O- en D-waarden in plaats van onderhandelde. Vier: maatregelen zonder eigenaar en nameting. Een maatregel zonder verantwoordelijke, termijn en herbeoordeling is een voornemen. Vijf: de FMEA als audit-decor. Wie de analyse alleen voor de klantaudit bijwerkt, betaalt de methode zonder het rendement — het rendement zit in de geleefde terugkoppellus.
Detectie van steekproef naar per-stuk: SYMESTIC bewaakt procesparameters inline, blokkeert bij grenswaarde-overschrijding en levert de afkeur- en storingsdata waarmee uw FMEA-beoordelingen feitelijk worden. Bekijk procesdata of het platform.
Veelgestelde vragen over FMEA
Wat is FMEA, eenvoudig uitgelegd?
Een teammethode om vooraf te bedenken wat er mis kan gaan met een product of proces, hoe erg dat is en hoe goed je het voorkomt of opmerkt — en om op basis daarvan gericht maatregelen te nemen vóórdat de fout de klant bereikt.
Wat betekent de afkorting FMEA?
Failure Mode and Effects Analysis — faalwijze- en gevolgenanalyse. De variant FMECA voegt een kritikaliteitsanalyse toe (defensie, luchtvaart, medisch).
Hoe stel je een FMEA op?
Volgens AIAG-VDA in zeven stappen: scope → structuuranalyse → functieanalyse → faalanalyse → risicoanalyse (S/O/D + actieprioriteit) → optimalisatie → documentatie. Multidisciplinair team, inclusief werkvloer; meeste tijd in de stappen vóór de beoordeling.
Wat is het verschil tussen DFMEA en PFMEA?
De DFMEA analyseert risico’s in het productontwerp (kan het ontwerp falen?), de PFMEA risico’s in het productieproces (kan het proces een afwijkend product maken of doorlaten?). Ze hangen samen: ernst-beoordelingen stromen van DFMEA naar PFMEA.
Wat is het RPN en waarom is het vervangen?
RPN = ernst × optreden × detectie (1–1.000) met actiedrempel. Het weegt de factoren gelijk, waardoor veiligheidskritische risico’s met lage kans onder de drempel konden blijven. Het AIAG-VDA-handboek (2019) vervangt het door de actieprioriteit (AP: hoog/middel/laag) met ernst als zwaarstwegende factor.
Is FMEA verplicht?
In de automotive-keten feitelijk wel: IATF 16949 en klantspecifieke eisen vereisen D- en PFMEA als onderdeel van APQP/PPAP. In andere branches (medisch: ISO 14971-context, machinebouw, food) is FMEA gangbare maar niet altijd voorgeschreven praktijk.
Hoe vaak moet een FMEA geactualiseerd worden?
Bij elke wijziging in product, proces of eisen — en bij elke werkelijke afwijking die de aannames weerlegt (klacht, veldfout, structurele afkeur). Een FMEA met een datum van drie jaar geleden naast een levend klachtenregister is het klassieke auditfinding.
Welke rol speelt productiedata bij FMEA?
Drie rollen: gemeten afkeur- en storingsfrequenties maken de O-beoordeling feitelijk, inline-procesbewaking verbetert de D-score structureel, en de spiegeling van werkelijke afwijkingen tegen de FMEA houdt het document levend. Zie de sectie hierboven.
Verder lezen
- SPC (statistical process control) uitgelegd
- OEE: betekenis, formule, berekening en benchmarks
- MES-systeem: wat het is, functies en implementatie
- Procesdata met SYMESTIC
- SYMESTIC voor de automobielindustrie
Transparantie: SYMESTIC is aanbieder van een cloud-native MES-platform met procesdata-, kwaliteits- en alarmfuncties — de datalaag die FMEA-beoordelingen feitelijk maakt. Methodische inhoud volgt het AIAG-VDA-FMEA-handboek (2019) en gangbare vakliteratuur; het praktijkvoorbeeld is geanonimiseerd en illustratief.
Over de auteur
Christian Fieg
Head of Sales bij SYMESTIC en Six Sigma Black Belt. Ruim 20 jaar kwaliteits- en MES-praktijk in de automotive-toelevering en discrete productie, eerder bij iTAC, Dürr en Visteon. Themagebieden: FMEA en preventieve kwaliteit, SPC, traceability, IATF-16949-context, OEE. LinkedIn-profiel
Ga vandaag nog aan de slag met SYMESTIC om uw productiviteit, efficiëntie en kwaliteit te verhogen!
Plan een gesprek



