



MES Software: Vendors, Features & Costs Compared 2026
MES software compared: vendors, functions per VDI 5600, costs (cloud vs. on-premise) and implementation. Honest market overview 2026.

TL;DR: A Smart Factory connects machines, systems and people via IIoT, AI and cloud into a self-optimizing production environment. No company becomes a Smart Factory overnight — the journey follows maturity levels: from real-time transparency through automated workflows to autonomous manufacturing. The Cloud MES is the backbone that translates sensor data into actionable OEE improvements — shift by shift, plant by plant.
Table of contents
A Smart Factory is a production environment in which machines, systems and people are connected via digital technologies so that manufacturing processes are monitored, controlled and self-optimized in real time. Sensors capture states, algorithms analyze patterns, workflows react automatically — from downtime alerts to rescheduling the next order. The Smart Factory is the operational realization of Industry 4.0.
The decisive difference from a traditional factory: data does not stay in silos. In a Smart Factory, machine, order, quality and energy data converge in a single system. Deviations are not discovered after the fact but in the moment they occur — and often before they occur.
Important: the Smart Factory is not a state that is achieved in a single day. No company flips a switch and suddenly manufactures autonomously. The Smart Factory is a maturity model — and the first step is almost always the same: establish real-time transparency over machines and processes. This is exactly where a cloud-native MES comes in.
At SYMESTIC we see this across 15,000+ connected machines in 18 countries: every Smart Factory journey begins with the question "What is happening right now in my production?" — and the answer comes from production data collection, OEE metrics and downtime analyses in real time.
The Smart Factory does not emerge from a big-bang rollout. It grows through maturity levels — from manual manufacturing through real-time visibility to autonomous optimization. This model shows where most companies stand today and which next step delivers the highest ROI.
| Level | Name | Description | Typical technologies | SYMESTIC modules |
|---|---|---|---|---|
| 1 | Connectivity | Machines are digitally connected. Data flows from PLCs, sensors and gateways into a central system. | OPC UA, MQTT, DI gateways, Edge Computing | OPC-UA Cloud Connector, IoT gateway integration |
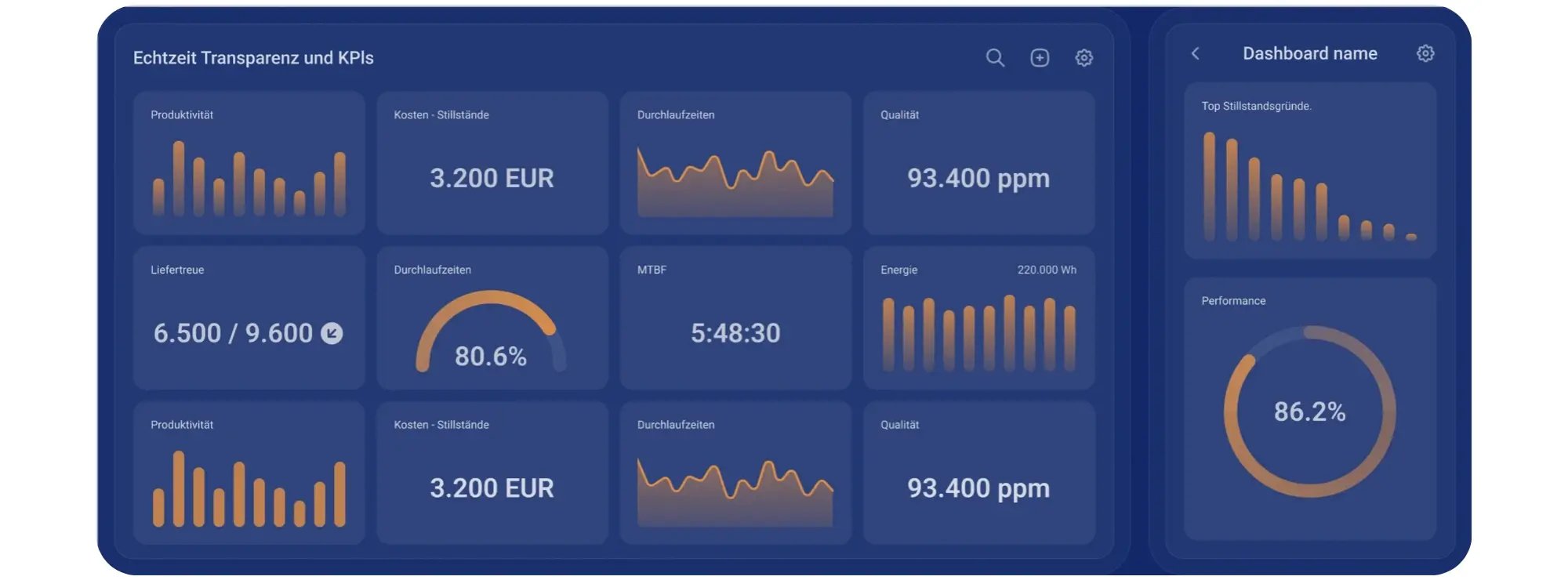
| 2 | Visibility | Real-time transparency: What is happening right now? OEE, downtime, piece counts are visible at any time. | MDE/BDE, real-time dashboards, KPI monitoring | Production metrics, dashboards, alarms |
| 3 | Transparency | Why did something happen? Correlation of downtime with alarms, orders, shifts. | Analytics, downtime analysis, SPC, process data | Process data, machine alarms, quality module |
| 4 | Predictability | What will happen? Prediction of failures, bottlenecks, quality deviations. | Predictive Maintenance, Machine Learning, Digital Twins | Maintenance management, AI assistant, alarm correlation |
| 5 | Adaptability | Automatic reaction: maintenance orders are generated, schedules adjusted, escalations triggered. | MES workflows, ERP integration, autonomous control loops | Production control, scheduling, ERP interface |
Where do most companies stand? From our experience with 15,000+ machines: 70–80 % of mid-market manufacturers are at Level 1 or 2. They have machines that could deliver data — but no system that consolidates it in real time. The biggest lever therefore almost always lies in the transition from Level 1 to Level 2: making visible what was previously invisible. You don't need a million-euro project for that — you need a Cloud MES that goes live in hours.
A Smart Factory is built on the interplay of five technology layers: IIoT sensors capture machine states. Edge Computing processes locally. Cloud platforms analyze and store. AI predicts and optimizes. An MES connects all layers into production-effective workflows.
Sensors and connected devices form the foundation. They capture states of machines, tools and materials and transmit data in real time via OPC UA, MQTT or digital signals.
At Neoperl, exactly this PLC-based sensor layer provides the foundation: alarms are captured automatically, correlated with downtime and linked to quality defects — without manual operator input.
The combination creates a scalable architecture: edge gateways transform PLC signals, the Azure cloud analyzes and visualizes. Carcoustics uses IXON IoT devices and MQTT for this connection across 500+ machines in all plants.
SYMESTIC integrates an AI assistant as a module that analyzes downtime patterns and delivers actionable recommendations.
CPS connect physical assets with digital representations. Digital Twins simulate production processes, reveal bottlenecks and enable optimizations before changes are implemented on the real factory floor. Combined with real-time process data from the MES, they become a planning tool for changeover strategies, layout changes and capacity decisions.
Standardized protocols connect all layers: OPC UA for vendor-independent machine communication, MQTT for IoT gateways, REST APIs for ERP integration, 5G campus networks for wireless real-time communication. The IIoT connectivity layer at SYMESTIC is standardized and ready in hours.
A Smart Factory improves OEE, reduces maintenance and quality costs, shortens reaction times and creates the data foundation for new business models. The benefits are measurable — here are the six most important ones with industry references and SYMESTIC customer data.
Machine states, piece counts, downtime and performance data are visible at all times — from individual sensors to cross-site dashboards.
Automatic downtime capture and classification eliminate the blind spot of traditional manufacturing. Correlation of alarms with root causes reveals systematic losses.
SPC-based inspections detect deviations in real time. Traceability ensures end-to-end tracking for audits and batch recalls.
Cloud-native systems scale independently through a modular toolbox. New lines, new plants, new use cases — without an IT project.
Less scrap, optimized energy consumption, lower resource input. Energy monitoring makes consumption per machine and line visible and identifies peak loads.
From the operator at the shop-floor terminal to the COO on the management dashboard: all levels work with the same data. No Excel silos, no contradictory numbers.
The difference between a Smart Factory and traditional manufacturing is not in individual technologies but in the operating model: reactive vs. proactive, silos vs. end-to-end data flows, manual interventions vs. automated control loops.
| Dimension | Traditional manufacturing | Smart Factory |
|---|---|---|
| Data collection | Manual, Excel, paper | Automatic, real-time, sensor-based |
| Reaction time | Hours to days (after the fact) | Seconds to minutes (real time) |
| Maintenance | Reactive or time-based | Condition-based to predictive |
| Quality | Sampling, end-of-line | Inline, 100 %, SPC-based |
| Planning | Rigid, weekly | Dynamic, order-driven, real-time |
| Scaling | Months, IT projects | Hours to weeks, modular |
| Decision basis | Experience, gut feeling | Data, KPIs, algorithms |
| ERP integration | Manual, media breaks | Bidirectional, automatic |
The uncomfortable truth: Most "Smart Factory projects" do not fail because of missing AI or missing robots. They fail because Level 2 (Visibility) was never implemented properly. If you don't know where your OEE actually stands, Predictive Maintenance and Digital Twins won't help. The first step is unglamorous but the most impactful: connect machines, capture data, establish transparency.
The Smart Factory does not replace people — it changes their role. From an operator who manually records machine states to a decision-maker who optimizes based on data. People remain central — but their tools get better.
At Schmiedetechnik Plettenberg, exactly this transformation took place: in the enablement workshop, key users learned to connect machines (OT/IT), configure dashboards and set up new use cases. Shortly after project start, the team was able to run SYMESTIC independently.
"SYMESTIC gives us end-to-end real-time transparency that we didn't have before. It allows us to intervene faster, control our processes much more reliably and noticeably simplify daily operations."
— Thorsten Manns, Technical Director at Schmiedetechnik Plettenberg
Smart Factory initiatives rarely fail because of technology. They fail because of brownfield integration, OT/IT convergence, missing change management and the expectation that Level 5 works without Level 2. Anyone who knows the five most common hurdles can avoid them.
80 % of machines in mid-market manufacturing are brownfield — 10–30 years old, heterogeneous controllers, often without a digital interface. The biggest hurdle is not the new technology but connecting the existing equipment.
Solution: Standardized connectivity. SYMESTIC offers OPC UA, MQTT and digital signal capture via DI gateways — without modifying existing PLC logic. Klocke connected all machines via DI devices without LAN infrastructure. Carcoustics uses IXON IoT devices for brownfield injection-moulding and stamping machines.
Automation engineers think in PLC cycles, IT departments in cloud architectures. The gap between both worlds is the most common blocker in Smart Factory projects.
Solution: A joint workshop with OT and IT teams as the starting point. At SYMESTIC, onboarding is designed to bring both sides together in one programme — technical connectivity (OT) and dashboard configuration (IT) in a single context.
Connected machines are attack surfaces. Network segmentation (IT/OT separation), end-to-end encryption, Azure Active Directory for access control and GDPR-compliant data retention are mandatory, not optional.
The concern: "What if it doesn't pay off?" is valid — for on-premise systems with six- to seven-figure upfront investments. Cloud-native solutions change the equation: monthly flat rate per plant, no CAPEX, ROI in under 6 months.
Technology without acceptance remains ineffective. Employees need training, clear communication and visible quick wins to build trust in data-driven decisions.
The most important approach: Start small, show results fast, then scale. Neoperl started with a 4-week PoC on one machine. Meleghy started in one plant and scaled to six in 6 months. Klocke went from one line to all lines in 3 weeks. The key is always the same: a first visible success that builds internal trust.
Smart Factory is not a buzzword — it is measurable practice. The following examples show how SYMESTIC customers progressed from Level 1 (Connectivity) to Level 3–4 (Transparency and Predictability) — with concrete results.
Meleghy Automotive — stamping, joining and coating processes for complex body-in-white parts — digitized all critical process steps via SYMESTIC. Machine cycles are mapped to production orders and bidirectionally exchanged with SAP R/3. The modular platform enables independent scaling by the Meleghy team.
Carcoustics — injection moulding, cold foaming, stamping for acoustic and thermal solutions — replaced a legacy system and scaled to 500+ machines in all plants within 6 months. OT integration via IXON IoT devices and MQTT in Azure. Bidirectional SAP R/3 integration.
Neoperl started with a 4-week PoC on one machine. After successful validation, the first three machines were integrated; continuous expansion has followed since. PLC-based alarm capture and automatic downtime monitoring make Neoperl a Smart Factory at Level 3.
Schmiedetechnik Plettenberg — forging processes with highly variable order sizes — integrated SYMESTIC seamlessly into their existing ERP, InforCOM. Production orders flow automatically into SYMESTIC; feedback (quantities, times, downtime) flows back into the ERP. Result: end-to-end data flow without manual steps.
"For Schmiedetechnik Plettenberg it was crucial that SYMESTIC integrates seamlessly with our existing ERP InforCOM. Once a production order is released in the ERP, all relevant operations, machine assignments and time data are automatically available in SYMESTIC. During production, all feedback flows directly back into the ERP."
— Anna Lisa von Klösterlein, Customer Success SYMESTIC
An MES (Manufacturing Execution System) connects all technology layers of the Smart Factory into an operational whole. Without an MES, sensor data remains isolated, alarms lack context and dashboards lack actionability. The MES is the layer that translates data into production-effective decisions.
SYMESTIC's cloud manufacturing architecture maps the entire Smart Factory data flow:
| Smart Factory requirement | SYMESTIC module |
|---|---|
| Real-time transparency (OEE, piece counts, downtime) | Production metrics, dashboards |
| Automatic downtime capture & classification | Machine alarms, MDE/BDE |
| Predictive maintenance | Maintenance management, AI assistant |
| Order control & scheduling | Production control, production scheduling |
| Quality assurance & traceability | Quality module, process data |
| Energy monitoring & sustainability | Energy monitoring module |
| Bidirectional ERP integration | REST API, SAP/Infor/Navision interface |
The Smart Factory is developing in five directions: 5G and edge shift intelligence to the machine. AI and Digital Twins enable autonomous decisions. Manufacturing-X creates resilient value networks. Servitization transforms products into services. And the entire factory becomes an ESG tool.
Ultra-low latency (<1 ms) and massive bandwidth enable wireless real-time control in large factory halls. Anomaly detection happens directly at the machine — without a cloud round-trip.
Digital Twins simulate complete production lines virtually. Changeover strategies, layout changes and capacity decisions are tested in advance. Prescriptive analytics deliver specific, prioritized recommendations: "Replace bearing A within 10 hours — spare part in stock. Best time: shift change at 14:00."
The Smart Factory does not end at the factory gate. Manufacturing-X (the European initiative for industrial data spaces) creates end-to-end data flows across company boundaries — from supplier through production to customer. Goal: resilient, transparent value chains.
Pay-per-use, remote monitoring, data-driven value-added services — IIoT data streams from the Smart Factory enable new business models that go beyond selling physical products.
The Smart Factory becomes an ESG tool: energy consumption per unit, CO₂ footprint per order, scrap minimization through real-time quality control. Energy monitoring is already available at SYMESTIC as a standalone module.
What is a Smart Factory?
A Smart Factory is a production environment in which machines, systems and people are connected via digital technologies (IIoT, AI, cloud, MES) so that manufacturing processes are monitored, controlled and self-optimized in real time. It is the operational realization of Industry 4.0.
What is the difference between a Smart Factory and Industry 4.0?
Industry 4.0 is the concept — the vision of the fourth industrial revolution. The Smart Factory is the concrete implementation: a factory built and operated according to Industry 4.0 principles.
Does a Smart Factory require an MES?
Yes. The MES connects sensor data with order, quality and planning information and translates data into controllable workflows. Without an MES, machine data remains isolated and dashboards lack actionability.
What does the entry into the Smart Factory cost?
Cloud-native solutions start as a monthly flat rate per plant — without high CAPEX. At SYMESTIC, ROI is under 6 months. The production KPI package goes live with 10 machines in under 1 month.
Which machines can be connected?
Both modern OPC-UA-capable machines and brownfield equipment with 10–30 years of service life. SYMESTIC supports OPC UA, MQTT, digital signals via DI gateways and REST APIs. Over 15,000 machines in 18 countries are connected.
How long does implementation take?
The SYMESTIC production KPI package is live in under 1 month (10 machines). A full MES in under 6 months. Meleghy scaled to 6 plants in 6 months. Klocke went from one line to all lines in 3 weeks.
The bottom line: The Smart Factory does not start with AI and robots. It starts with visibility — knowing what is happening in production. Anyone who implements this level properly creates the data foundation for everything that follows: Predictive Maintenance, autonomous workflows, Digital Twins.
SYMESTIC delivers exactly this foundation — cloud-native, ready in hours, proven across 15,000+ machines.
→ View pricing and take the first step toward your Smart Factory
Related articles in the SYMESTIC blog:

